Contenido
- 1 ¿Qué hace que el moldeo por inyección LSR sea fundamentalmente diferente?
- 2 Componentes principales de una máquina de moldeo por inyección LSR
- 3 Principios de diseño de moldes específicos para el procesamiento LSR
- 4 Parámetros clave del proceso y su efecto en la calidad de las piezas
- 5 Diseño de piezas LSR para moldeabilidad y rendimiento
- 6 Defectos comunes en las molduras LSR y sus causas fundamentales
¿Qué hace que el moldeo por inyección LSR sea fundamentalmente diferente?
El moldeo por inyección de caucho de silicona líquida (LSR) es un proceso de fabricación de precisión que se diferencia del moldeo por inyección de termoplásticos convencional en casi todos los parámetros críticos. Mientras que el moldeo termoplástico inyecta un material calentado en un molde enfriado para solidificarlo, el moldeo LSR hace lo contrario: se inyecta un compuesto de silicona líquida fría de dos componentes en un molde calentado donde se somete a una reacción de reticulación de curado por adición y se vulcaniza permanentemente en una pieza elastomérica flexible y duradera. Esta inversión térmica (inyección en frío en un molde caliente) define toda la arquitectura de la máquina, la filosofía de diseño del molde y la estrategia de control de procesos necesarios para una producción exitosa de LSR. Comprender esta inversión fundamental es el punto de partida para cualquiera que especifique, opere o diseñe una máquina de moldeo por inyección LSR.
Los compuestos LSR se suministran como sistemas de dos partes: la parte A contiene el polímero base con un catalizador de platino y la parte B contiene el paquete de reticulante e inhibidor. Estos dos componentes se almacenan por separado para evitar un curado prematuro, se dosifican en una proporción de 1:1 mediante el sistema de dosificación de la máquina, se mezclan en un mezclador estático inmediatamente antes de la inyección y se entregan al molde en un flujo altamente controlado y acondicionado térmicamente. Todo el sistema de inyección y manipulación de materiales debe mantenerse a temperaturas entre 5 °C y 25 °C para evitar la gelificación prematura, mientras que el molde funciona simultáneamente entre 150 °C y 220 °C para impulsar un curado completo y rápido. Gestionar este contraste térmico en toda la máquina y el molde es el desafío central de ingeniería del moldeo por inyección LSR.
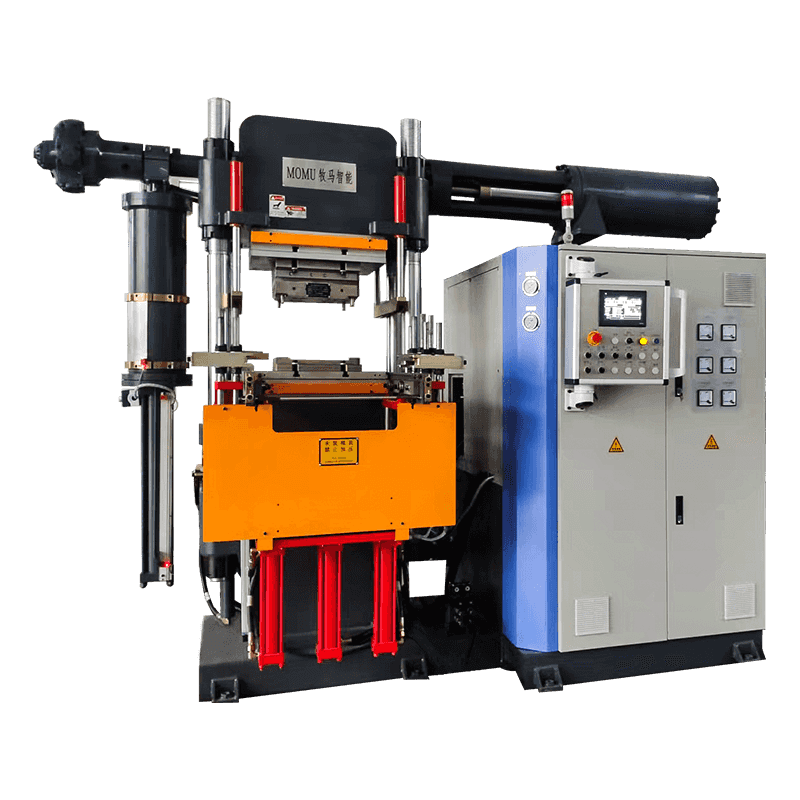
Componentes principales de una máquina de moldeo por inyección LSR
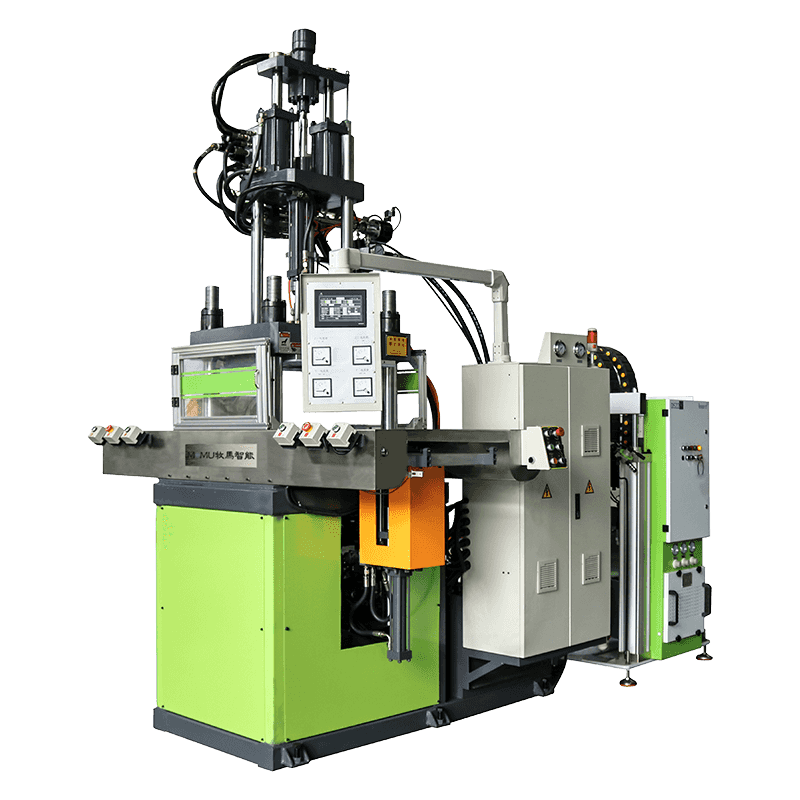
un Máquina de moldeo por inyección LSR Es un sistema integrado que comprende varios subsistemas que deben funcionar en coordinación precisa para ofrecer una calidad constante de las piezas. A diferencia de una máquina de inyección de termoplásticos estándar donde el cilindro y el tornillo realizan la plastificación y la inyección, la unidad de inyección de la máquina LSR está diseñada específicamente para manipular un líquido de dos componentes térmicamente sensible y de baja viscosidad. Cada subsistema juega un papel específico e insustituible en el proceso.
Sistema de dosificación y dosificación de dos componentes
El sistema de medición extrae la Parte A y la Parte B de los tambores o cubos de suministro utilizando placas seguidores que mantienen una presión constante sobre la superficie del material y evitan el arrastre de aire. Las bombas de engranajes de precisión o las bombas dosificadoras de pistón suministran ambos componentes simultáneamente en una relación volumétrica de 1:1 controlada con precisión, con una precisión de relación que normalmente se mantiene dentro de ±1% para garantizar una densidad de reticulación y una dureza final constantes. Muchos sistemas también incorporan una línea de dosificación de pigmentos: una tercera corriente dosificadora que introduce masterbatch de color o aditivos funcionales en el cabezal mezclador en proporciones programables, lo que permite la producción de varios colores o dosificación de aditivos sin preparación manual de compuestos. Los sensores de presión y los medidores de flujo en todo el circuito de dosificación brindan retroalimentación en tiempo real que activa alarmas y detiene la máquina si se detecta una desviación de la relación o anomalías en el flujo.

Sistema de mezcla estática y canal frío
Después de la medición, los dos componentes pasan a través de un mezclador estático desechable: un tubo que contiene una serie de elementos de mezcla helicoidales que dividen y recombinan progresivamente las corrientes de material hasta lograr una mezcla homogénea completa, generalmente entre 20 y 40 elementos de mezcla, dependiendo de la viscosidad del compuesto y la calidad de la mezcla deseada. Luego, el compuesto mezclado ingresa al sistema de canal frío en el molde, que es un colector aislado térmicamente que se mantiene a la misma temperatura fría que el cilindro de inyección (generalmente por debajo de 20 °C) utilizando circuitos de enfriamiento de agua que funcionan independientemente del control de temperatura del molde caliente. El canal frío retiene el LSR sin curar entre disparos, lo que evita el desperdicio de material y permite la descompresión automática, ya que el bebedero del canal frío y los canales permanecen líquidos y se retraen con la apertura del molde, sin dejar restos de canal curado para recortar o reciclar.
Barril de inyección y tornillo alternativo
El cilindro de inyección recibe el compuesto LSR mezclado del colector de canal frío y utiliza un tornillo alternativo de baja compresión para acumular una inyección de material e inyectarlo en las cavidades del molde. A diferencia de los tornillos termoplásticos, que están diseñados para generar calor mediante corte, los tornillos de inyección LSR tienen relaciones de compresión muy bajas (normalmente de 1:1 a 1,2:1) y están diseñados para transportar material con un calentamiento de corte mínimo para evitar que se desencadene un curado prematuro en el cilindro. Todo el conjunto del cilindro está revestido con refrigeración por agua para mantener la temperatura del material por debajo del umbral de activación del catalizador de platino. La precisión del tamaño de la granalla es fundamental en el moldeo de LSR porque el material tiene una viscosidad muy baja y se desintegrará incluso en espacios pequeños si el volumen de la granalla excede el volumen de la cavidad; la presión de inyección típica para LSR varía de 100 a 250 bar, considerablemente más baja que las presiones de inyección de termoplásticos.
Principios de diseño de moldes específicos para el procesamiento LSR
El diseño de moldes LSR sigue principios que son, en muchos aspectos, opuestos al diseño de moldes termoplásticos. Debido a que el LSR se contrae ligeramente al curar (normalmente entre un 2 % y un 4 % de contracción lineal dependiendo del compuesto y las condiciones de curado) y tiene una viscosidad extremadamente baja en su estado sin curar, el molde debe diseñarse con tolerancias de línea de separación más estrictas, estrategias de ventilación más agresivas y una arquitectura térmica que promueva un curado rápido y uniforme en toda la cavidad. La construcción de moldes normalmente utiliza acero para herramientas endurecido de grado P20 o H13, con superficies de cavidad pulidas a Ra 0,05 µm o mejor para lograr el acabado superficial requerido en piezas LSR médicas, ópticas o de consumo.
Tolerancias de línea de partición y prevención de rebabas
La baja viscosidad del LSR (normalmente de 50 000 a 300 000 mPa·s a la temperatura de inyección) significa que penetrará espacios tan pequeños como 0,004 mm a la presión de inyección, lo que produce una rebaba extremadamente delgada, difícil de recortar e inaceptable en aplicaciones de precisión. Las superficies de la línea de separación se deben rectificar hasta quedar planas dentro de 0,005 mm a lo largo de la cara del molde, y la fuerza de sujeción debe ser suficiente para mantener la línea de separación cerrada contra la presión de la cavidad durante la inyección y el curado. La fuerza de sujeción requerida se calcula en función del área proyectada de la pieza y la presión máxima de la cavidad, con un factor de seguridad típico aplicado de 1,5 a 2. Para un molde LSR de múltiples cavidades que produce componentes médicos pequeños, son comunes fuerzas de sujeción de 50 a 150 toneladas, incluso para máquinas con tamaños de inyección modestos.
Estrategia de ventilación para la evacuación del aire
El aire atrapado en las cavidades del molde LSR no puede escapar a través del material como ocurre en algunos procesos termoplásticos donde el gas es absorbido por la masa fundida. El aire atrapado en el LSR produce huecos, relleno incompleto y defectos superficiales que son particularmente visibles en compuestos de LSR transparentes o translúcidos. Se utilizan dos estrategias de ventilación en el diseño de moldes LSR: ventilación pasiva a través de líneas de ventilación rectificadas con precisión de 0,003 a 0,005 mm de profundidad colocadas en las ubicaciones de último llenado, y ventilación de vacío activa en la que una bomba de vacío evacua las cavidades cerradas del molde a través de canales de ventilación dedicados inmediatamente antes de la inyección. El moldeo LSR asistido por vacío es obligatorio para piezas de geometría compleja, paredes delgadas de menos de 0,5 mm o aplicaciones donde el contenido cero de huecos es un requisito de calidad, como en los componentes médicos implantables.
Diseño térmico y disposición del sistema de calefacción.
La temperatura uniforme del molde es esencial para una tasa de curado constante en todas las cavidades, particularmente en herramientas de múltiples cavidades donde la variación de temperatura entre cavidades produce piezas con diferente dureza, contracción y propiedades mecánicas. Los calentadores de cartucho eléctricos son el método de calentamiento más común para moldes LSR, instalados en patrones ubicados con precisión que logran uniformidad de temperatura dentro de ±3°C en toda la superficie de la cavidad cuando se miden en condiciones de producción en estado estable. Los controladores de temperatura del molde dedicados al servicio LSR mantienen una precisión del punto de ajuste de ±1°C y responden rápidamente a la extracción de calor causada por la inyección de LSR frío contra la superficie caliente del molde en cada ciclo. La colocación del termopar a menos de 5 mm de la superficie de la cavidad, en lugar de en la base del molde, proporciona una información más representativa de la temperatura de la cavidad y un control más estricto.
Parámetros clave del proceso y su efecto en la calidad de las piezas
Controlar el proceso de moldeo por inyección LSR para producir piezas consistentes y sin defectos requiere comprender cómo cada parámetro del proceso influye en el resultado final. La siguiente tabla resume los parámetros críticos, sus rangos operativos típicos y los atributos de calidad a los que afectan principalmente:
| Parámetro | Rango típico | Efecto de calidad primaria |
| Temperatura del molde | 150–220°C | Curado completo, tiempo de ciclo, contracción. |
| Velocidad de inyección | Velocidad del tornillo de 10 a 80 mm/s | Saldo de llenado, aire atrapado, riesgo de inflamación |
| Presión de inyección | 100–250 barras | Relleno de cavidades, línea de separación flash |
| Tiempo de curación | 15 a 90 segundos | Propiedades mecánicas, desgarrabilidad de la pieza. |
| Temperatura del material (barril) | 5–25°C | Vida útil, prevención de gelificación prematura |
| Relación de dosificación (A:B) | 1:1 ± 1% | Dureza, densidad de reticulación, deformación por compresión. |
El tiempo de curado es particularmente influyente porque las piezas de LSR poco curadas se rompen durante el desmolde, mientras que un curado excesivo desperdicia el tiempo del ciclo sin mejorar significativamente las propiedades mecánicas una vez que se logra la densidad de reticulación total. El tiempo mínimo de curado para una temperatura determinada del molde se establece mediante un estudio de curado en el que las piezas se desmoldan a intervalos progresivamente más cortos y se prueban su resistencia al desgarro y su fraguado por compresión hasta que se identifica el tiempo de curado mínimo aceptable. En producción, se agrega un margen de seguridad del 10 al 15 % al tiempo mínimo de curado para tener en cuenta la variación normal del proceso.
Diseño de piezas LSR para moldeabilidad y rendimiento
El diseño de piezas para moldeo por inyección LSR requiere tener en cuenta la combinación única del material de alta elasticidad, módulo bajo y contracción de curado significativa. Se aplican varias reglas de diseño específicamente al LSR que difieren de las pautas de diseño tanto del caucho de silicona termoplástico como del caucho de silicona moldeado por compresión:
- Uniformidad del espesor de pared: El LSR fluye fácilmente en secciones delgadas, pero el espesor de pared altamente no uniforme produce tasas de curado diferenciales y tensión residual que causa deformación después del desmolde. Mantener la variación del espesor de la pared dentro de una proporción de 3:1 como máximo (e idealmente 2:1) en toda la pieza minimiza este efecto. Las transiciones entre secciones gruesas y delgadas deben ser graduales con radios en lugar de pasos abruptos.
- Ángulos de salida para desmoldar: Aunque la alta elasticidad del LSR significa que se puede estirar sobre socavaduras y sacarlo del molde, los ángulos de inclinación de 3° a 5° por lado en las paredes interiores reducen la fuerza de desmoldeo requerida y extienden la vida útil del molde. Para superficies texturizadas o adheridas, se recomiendan ángulos de inclinación más altos de 5° a 10° para evitar que se rompa la textura de la superficie durante la expulsión de la pieza.
- Ubicación y tamaño de la puerta: Las compuertas LSR deben ubicarse en la sección transversal más gruesa de la pieza para permitir que el material fluya de grueso a delgado, reduciendo el riesgo de disparos cortos en características finas. Las compuertas de túnel y las compuertas de pasador se abren automáticamente de manera limpia en LSR debido a la recuperación elástica del material, lo que las hace preferidas a las compuertas de borde que dejan marcas testigo que requieren recorte manual.
- Compensación de contracción en dimensiones de cavidad: El LSR se contrae linealmente entre un 2 % y un 4 % después del desmolde y el poscurado, y las dimensiones de la cavidad deben ampliarse según la contracción esperada para lograr las dimensiones objetivo de la pieza. La contracción varía según el durómetro del compuesto, la temperatura de curado y la geometría de la pieza, por lo que las pruebas iniciales de la herramienta son esenciales para calibrar la contracción real para cada compuesto específico y diseño de molde antes de finalizar la herramienta.
Defectos comunes en las molduras LSR y sus causas fundamentales
Incluso con moldes bien diseñados y máquinas configuradas correctamente, el moldeo por inyección LSR es susceptible a una serie de defectos recurrentes que requieren un diagnóstico sistemático y un ajuste del proceso para resolverlos. Identificar la causa raíz de cada defecto (ya sea en la máquina, el molde, el material o los parámetros del proceso) es esencial para implementar una acción correctiva efectiva en lugar de enmascarar el síntoma con cambios de parámetros compensatorios.
- Destello: El defecto de LSR más común, causado por una presión de inyección excesiva, una fuerza de sujeción insuficiente, superficies de la línea de separación desgastadas o fuera de tolerancia o una deflexión del molde bajo la presión de la cavidad. Las acciones correctivas incluyen verificar la idoneidad de la fuerza de sujeción, volver a pulir las superficies de la línea de separación, reducir la velocidad y presión de inyección y verificar la planitud de la placa del molde y la condición del pilar de soporte.
- Planos cortos y relleno incompleto: Causado por un volumen de disparo insuficiente, respiraderos bloqueados, aire atrapado o material que se ha gelificado parcialmente en el cañón o en el canal frío debido a una excursión de temperatura. Los primeros pasos de diagnóstico son verificar y limpiar los canales de ventilación, verificar las temperaturas del cañón y del canal frío y aumentar ligeramente el volumen de perdigones.
- Desgarro durante el desmolde: Indica un curado insuficiente debido a un tiempo de curado insuficiente o a una temperatura baja del molde. Ampliar el tiempo de permanencia o aumentar la temperatura del molde entre 5 y 10 °C resuelve la mayoría de los problemas de desgarro. El desgarro persistente en una geometría compleja puede indicar un problema de diseño del molde donde la geometría de la pieza crea concentraciones de tensión durante la expulsión que requieren una modificación del diseño.
- Variación de dureza entre cavidades: Causado por una temperatura no uniforme del molde en la placa de la cavidad, lo que produce diferentes velocidades de curado en diferentes cavidades. El mapeo de termopares de la superficie del molde durante la producción identifica las zonas frías y calientes, y se realizan ajustes en la ubicación del calentador o en la distribución de energía para lograr uniformidad térmica dentro de las especificaciones.