Contenido
- 1 Comprensión de la tecnología central detrás del moldeo por inyección de aisladores
- 2 Materiales clave procesados en el moldeo por inyección de aisladores
- 3 Especificaciones críticas de la máquina y criterios de selección
- 4 Optimización de los procesos de producción para aisladores de calidad
- 5 Consideraciones de diseño de moldes para aisladores eléctricos
- 6 Estándares de prueba y control de calidad
- 7 Mejores prácticas operativas y de mantenimiento
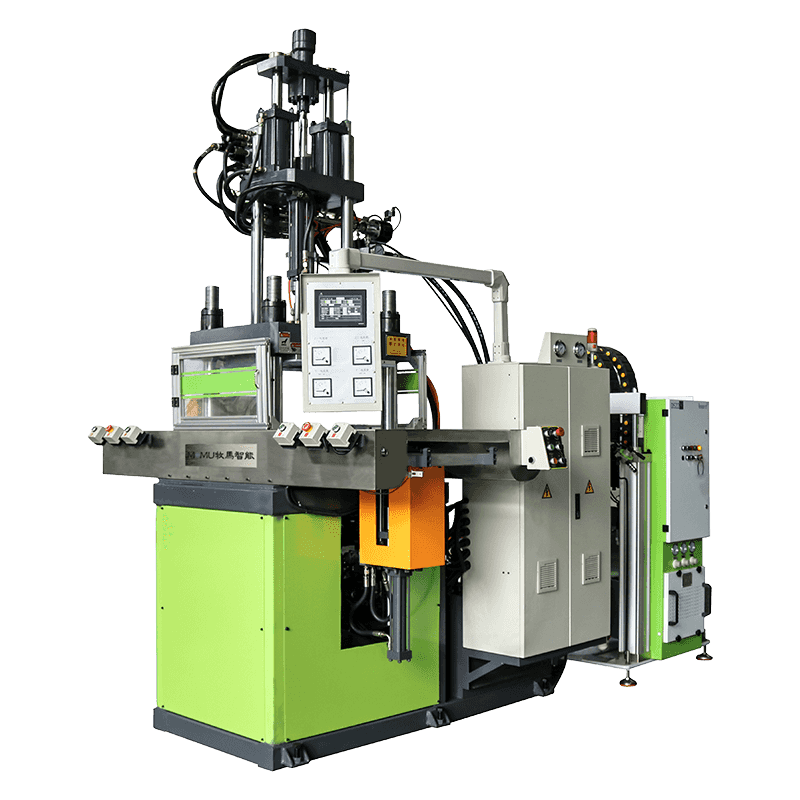
Máquinas de moldeo por inyección de aisladores. representan un avance crítico en la producción de componentes eléctricos, particularmente para la fabricación de materiales aislantes de alta calidad utilizados en transmisión de energía, sistemas de distribución y diversas aplicaciones eléctricas. Estas máquinas especializadas combinan ingeniería de precisión con tecnología avanzada de procesamiento de polímeros para crear componentes aislantes que cumplan con estrictos estándares de seguridad eléctrica y requisitos de rendimiento. La evolución de estas máquinas ha transformado la forma en que los fabricantes abordan la producción de aisladores, lo que permite mayores volúmenes de producción, mayor consistencia y mejores propiedades de los materiales que son esenciales para la infraestructura eléctrica moderna.
La demanda mundial de aisladores eléctricos confiables continúa creciendo a medida que las redes eléctricas se expanden y proliferan los sistemas de energía renovable. La tecnología de moldeo por inyección se ha convertido en el método de fabricación preferido debido a su capacidad para producir geometrías complejas con una excelente precisión dimensional manteniendo al mismo tiempo las propiedades dieléctricas críticas necesarias para el aislamiento eléctrico. Comprender las capacidades, los criterios de selección y las consideraciones operativas de estas máquinas es esencial para los fabricantes que buscan optimizar sus procesos de producción y ofrecer productos aislantes superiores al mercado.
Comprensión de la tecnología central detrás del moldeo por inyección de aisladores
Las máquinas de moldeo por inyección de aisladores funcionan según principios fundamentales adaptados específicamente para procesar materiales termoplásticos y termoendurecibles con excelentes propiedades aislantes. El proceso comienza con materiales poliméricos en bruto, generalmente resinas epoxi, caucho de silicona, polietileno u otros compuestos especializados, que se introducen en un barril calentado donde se funden y homogeneizan. Luego, el material fundido se inyecta a alta presión en moldes diseñados con precisión que definen la forma y las dimensiones finales del componente aislante.
Lo que distingue a las máquinas de moldeo por inyección de aisladores de los equipos de moldeo por inyección estándar es su configuración especializada para manipular materiales con propiedades eléctricas y térmicas específicas. Estas máquinas incorporan sistemas precisos de control de temperatura que mantienen condiciones óptimas de procesamiento para polímeros aislantes, que a menudo tienen ventanas de procesamiento estrechas. Las unidades de inyección están diseñadas para manejar materiales con diferentes viscosidades y pueden incluir características como desgasificación al vacío para eliminar bolsas de aire que podrían comprometer la rigidez dieléctrica.
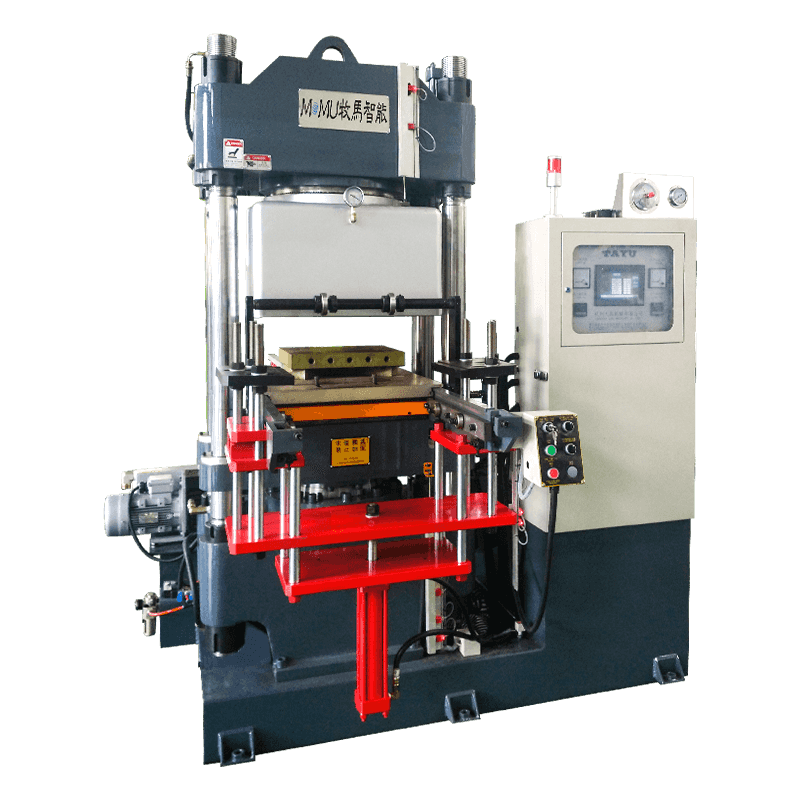
El sistema de sujeción de estas máquinas debe proporcionar fuerza suficiente para mantener los moldes cerrados durante la inyección y al mismo tiempo adaptarse a las características de expansión térmica de los materiales aislantes. Las máquinas modernas suelen contar con sistemas de accionamiento servohidráulicos o totalmente eléctricos que ofrecen un control preciso sobre la velocidad de inyección, la presión y el tiempo de retención, parámetros que influyen directamente en las propiedades eléctricas, la resistencia mecánica y el acabado de la superficie del producto final.
Materiales clave procesados en el moldeo por inyección de aisladores
La selección de materiales aislantes adecuados es fundamental para una producción exitosa de aisladores. Las diferentes aplicaciones requieren materiales con propiedades eléctricas, mecánicas y de resistencia ambiental específicas. Comprender estos materiales ayuda a los fabricantes a seleccionar la configuración de la máquina y los parámetros de procesamiento correctos.
| Tipo de material | Aplicaciones primarias | Propiedades clave |
| Resinas Epoxi | Aisladores de alto voltaje, casquillos. | Excelente rigidez dieléctrica, estabilidad térmica. |
| Caucho de silicona | Aisladores de exterior, accesorios para cables. | Resistencia a la intemperie, hidrofobicidad, flexibilidad. |
| Polietileno (PE) | Aislamiento de cables, componentes de baja tensión. | Baja pérdida dieléctrica, resistencia a la humedad. |
| Compuestos BMC/DMC | Piezas de disyuntores, aparamenta | Resistencia al arco, estabilidad dimensional. |
Cada categoría de material requiere configuraciones de máquina y parámetros de procesamiento específicos. Los materiales termoestables como las resinas epoxi y los compuestos BMC exigen máquinas con diseños de tornillos especializados y perfiles de calentamiento para iniciar y controlar el proceso de curado dentro del molde. Estos materiales no se pueden volver a fundir una vez curados, lo que hace que el control del proceso sea fundamental para minimizar el desperdicio y garantizar una calidad constante. Por el contrario, los materiales termoplásticos como el polietileno ofrecen flexibilidad de reprocesamiento pero requieren un control de enfriamiento preciso para lograr una cristalinidad y propiedades eléctricas óptimas.
Especificaciones críticas de la máquina y criterios de selección
Seleccionar la máquina de moldeo por inyección de aisladores adecuada requiere una consideración cuidadosa de múltiples especificaciones técnicas que se alinean con los requisitos de producción y las características del producto. La fuerza de sujeción representa una de las especificaciones más fundamentales, que normalmente oscila entre 50 y 2000 toneladas para la producción de aisladores. Este parámetro debe ser suficiente para contrarrestar la presión de inyección y evitar la separación del molde, lo que provocaría la formación de rebabas e imprecisiones dimensionales. La fuerza de sujeción requerida depende del área proyectada de la pieza y de la presión de inyección necesaria para llenar geometrías complejas.
La capacidad de inyección y el tamaño del disparo determinan la cantidad máxima de material que se puede inyectar en un solo ciclo. Para la fabricación de aisladores, esta especificación debe tener en cuenta no sólo el volumen de la pieza sino también el sistema de canales y cualquier posible desperdicio. Las máquinas generalmente se seleccionan con una utilización de la capacidad de perdigones del 40 al 70 % para garantizar una plastificación constante y evitar la degradación del material debido al tiempo excesivo de residencia en el cañón.
Los siguientes factores son esenciales al evaluar las especificaciones de la máquina:
- Diseño de tornillo y relación L/D apropiados para el material aislante específico, con tornillos especializados para compuestos termoendurecibles con relaciones de compresión reducidas y válvulas antirretorno adecuadas para materiales reactivos.
- Zonas de control de temperatura con suficiente capacidad de calentamiento y enfriamiento para mantener perfiles térmicos precisos, especialmente críticos para materiales con ventanas de procesamiento estrechas
- Capacidades de control de presión y velocidad de inyección que permiten perfiles de inyección de múltiples etapas para optimizar los patrones de flujo y minimizar las tensiones internas.
- Sistemas de control de temperatura de moldes que pueden mantener temperaturas constantes en grandes superficies de moldes, que a menudo requieren unidades de control de temperatura externas con capacidades de calefacción y refrigeración.
- Sofisticación del sistema de control con registro de datos, monitoreo de procesos e integración de control de calidad para garantizar la trazabilidad y una producción consistente.
Optimización de los procesos de producción para aisladores de calidad
Lograr una calidad constante en la producción de aisladores requiere una optimización meticulosa de los parámetros del proceso de moldeo por inyección. La relación entre las condiciones de procesamiento y las propiedades del producto final es compleja, con múltiples variables que interactúan para influir en el rendimiento eléctrico, la resistencia mecánica y la precisión dimensional. La gestión de la temperatura es quizás el factor más crítico, ya que afecta las características del flujo de materiales, las tasas de curado de los materiales termoestables y el comportamiento de cristalización en los termoplásticos.
Los perfiles de temperatura del barril deben establecerse cuidadosamente en función del material específico que se esté procesando. Para los aisladores a base de epoxi, las temperaturas generalmente se mantienen entre 80 y 120 °C para mantener la resina fluida sin un curado prematuro. Las temperaturas del molde para materiales termoendurecibles son significativamente más altas, a menudo entre 150 y 180 °C, para facilitar el curado completo dentro de tiempos de ciclo aceptables. Estas temperaturas elevadas del molde requieren sistemas de calefacción y aislamiento especializados para mantener la estabilidad térmica y la seguridad del operador.

Optimización de la velocidad y presión de inyección
La fase de inyección tiene un impacto crítico en la estructura interna y la calidad de la superficie del producto final. Las altas velocidades de inyección pueden provocar chorros, marcas de flujo y calentamiento excesivo, lo que puede degradar el polímero o crear interfaces débiles. Por el contrario, una inyección excesivamente lenta puede provocar un llenado incompleto, especialmente en geometrías complejas con secciones delgadas o recorridos de flujo largos. Los perfiles de inyección de múltiples etapas permiten a los fabricantes equilibrar estos requisitos competitivos, utilizando velocidades más altas para el llenado a granel seguidas de velocidades más lentas a medida que el molde se acerca a su finalización.
La presión y el tiempo de mantenimiento garantizan un embalaje adecuado de la cavidad del molde a medida que el material se enfría y se contrae. Para los aisladores, un embalaje adecuado es esencial para minimizar los huecos y mantener las tolerancias dimensionales. La presión de mantenimiento suele oscilar entre el 40 % y el 70 % de la presión máxima de inyección y se mantiene hasta que la compuerta se solidifica, lo que evita el reflujo y compensa la contracción volumétrica.
Consideraciones de diseño de moldes para aisladores eléctricos
El molde representa un componente crítico en el sistema de moldeo por inyección de aisladores, e influye directamente en la calidad del producto, la eficiencia de la producción y los costos de fabricación. Los moldes para aisladores deben diseñarse prestando especial atención a los requisitos eléctricos, incorporando características que promuevan la distribución uniforme del material, minimicen las concentraciones de tensión y faciliten el llenado completo de geometrías complejas como cobertizos, nervaduras e interfaces de hardware de montaje.
El diseño y la ubicación de la puerta impactan significativamente las propiedades del producto final. Para los aisladores, las compuertas generalmente se colocan para garantizar un llenado equilibrado y minimizar las líneas de soldadura en áreas de alta tensión. Se pueden emplear sistemas de compuertas múltiples para aisladores grandes para reducir las presiones de inyección y mejorar la distribución del material. El tipo de compuerta (ya sea de borde, submarina o de canal caliente) debe seleccionarse en función de las características del material, la geometría de la pieza y los requisitos estéticos.
La ventilación es particularmente crítica para los moldes de aisladores debido a los requisitos dieléctricos del producto final. El aire atrapado puede crear huecos que concentran la tensión eléctrica y provocan fallas prematuras. Se deben incorporar canales de ventilación adecuados, normalmente de 0,02 a 0,05 mm de profundidad, en los puntos de terminación del flujo y alrededor de los pasadores del núcleo, siendo lo suficientemente poco profundos para evitar la inflamación del material.
Estándares de prueba y control de calidad
La garantía de calidad en la fabricación de aisladores se extiende más allá de la verificación dimensional para abarcar pruebas eléctricas y validación de propiedades de materiales. Las operaciones modernas de moldeo por inyección de aisladores incorporan sistemas de monitoreo en línea que rastrean los parámetros críticos del proceso en tiempo real, proporcionando retroalimentación inmediata sobre la estabilidad del proceso y permitiendo una intervención rápida cuando ocurren desviaciones.
Los protocolos de pruebas eléctricas para aisladores moldeados suelen incluir pruebas de rigidez dieléctrica, que verifican la capacidad del material para soportar niveles de voltaje específicos sin averías. Esta prueba se realiza en piezas de muestra de cada lote de producción utilizando equipos de prueba calibrados de alto voltaje. Las pruebas eléctricas adicionales pueden incluir mediciones de resistividad de superficie y volumen, evaluación de resistencia de seguimiento y pruebas de descarga parcial para aplicaciones de alto voltaje.
Las pruebas de propiedades mecánicas garantizan que los aisladores puedan soportar tensiones de instalación y cargas de servicio. Las pruebas comunes incluyen mediciones de resistencia a la tracción, resistencia a la flexión y resistencia al impacto. Las pruebas ambientales simulan los efectos del envejecimiento a través de la erosión acelerada, los ciclos térmicos y la exposición a productos químicos o radiación UV, lo que valida la confiabilidad del rendimiento a largo plazo del aislador.
Mejores prácticas operativas y de mantenimiento
Mantener las máquinas de moldeo por inyección de aisladores en óptimas condiciones requiere programas sistemáticos de mantenimiento preventivo que aborden tanto los sistemas mecánicos como los térmicos. La inspección y el servicio periódicos evitan tiempos de inactividad inesperados y garantizan una calidad constante del producto. Los sistemas hidráulicos requieren cambios periódicos de aceite, reemplazos de filtros y pruebas de presión para mantener un control receptivo y prevenir la contaminación. Las máquinas servoeléctricas necesitan una inspección periódica de los husillos de bolas, las guías lineales y los componentes eléctricos para garantizar la precisión y la confiabilidad.
El conjunto de cilindro y tornillo exige especial atención debido a su exposición a altas temperaturas y cargas abrasivas comunes en los compuestos aislantes. La inspección periódica de los patrones de desgaste, los procedimientos de purga adecuados entre cambios de material y el reemplazo oportuno de los componentes desgastados previenen problemas de calidad y contaminación del material. Los sensores de temperatura y los elementos calefactores deben calibrarse periódicamente para garantizar un control térmico preciso.
La capacitación de los operadores representa un aspecto a menudo subestimado de una producción exitosa de aisladores. El personal bien capacitado puede identificar señales de advertencia tempranas de desviación del proceso, responder adecuadamente a problemas de calidad y optimizar la configuración de la máquina para nuevos productos o materiales. Los programas de capacitación integrales deben cubrir el funcionamiento de la máquina, protocolos de seguridad, manejo de materiales, procedimientos de inspección de calidad y técnicas básicas de resolución de problemas. La documentación de los parámetros del proceso, las actividades de mantenimiento y las métricas de calidad permite la mejora continua y proporciona datos valiosos para la optimización del proceso y la resolución de problemas.