Contenido
- 1 ¿Qué es una máquina de sujeción de moldes de silicona líquida?
- 2 Cómo funciona el sistema de sujeción de moldes en el procesamiento LSR
- 3 Especificaciones técnicas clave para evaluar
- 4 El sistema de dosificación e inyección de LSR
- 5 Requisitos de diseño de moldes para máquinas de sujeción LSR
- 6 Industrias y productos que dependen de las máquinas de sujeción LSR
- 7 undvantages of Using a Dedicated LSR Mold Clamping Machine
- 8 Cómo seleccionar la máquina adecuada para su aplicación LSR
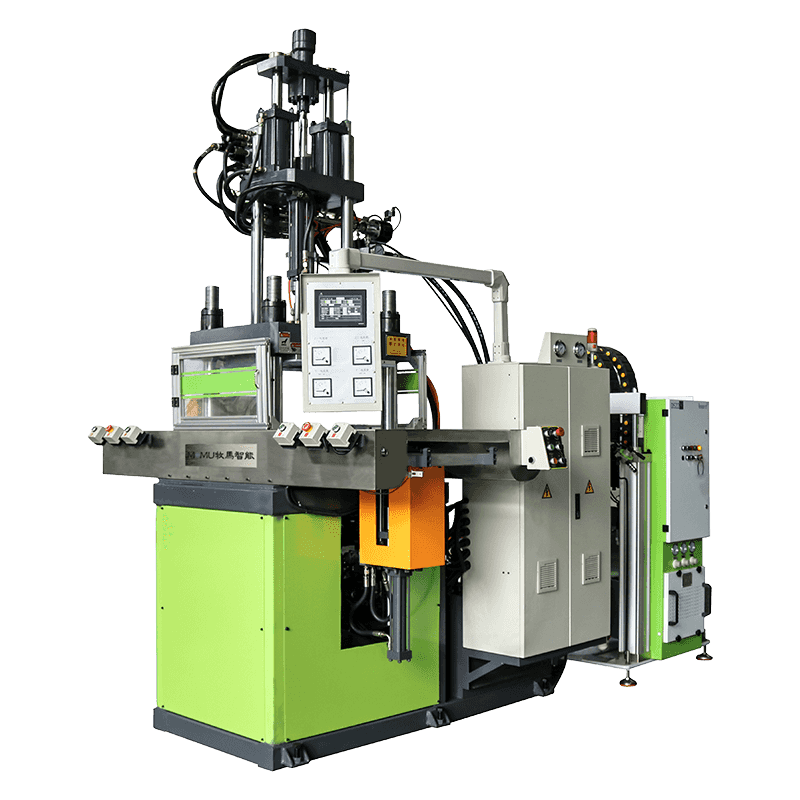
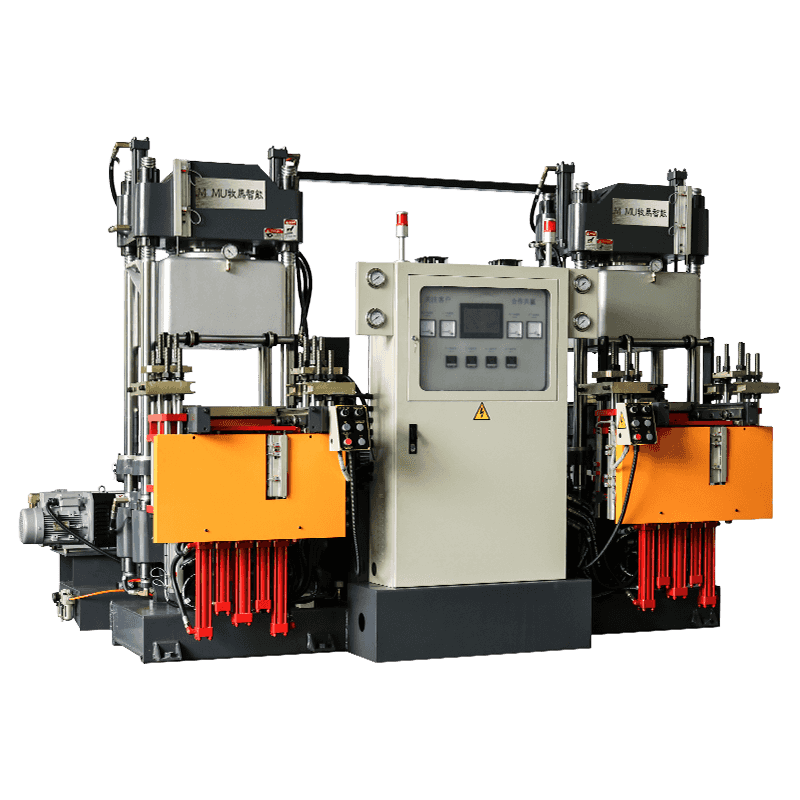
¿Qué es una máquina de sujeción de moldes de silicona líquida?
un máquina de sujeción de moldes de silicona líquida es un sistema de moldeo por inyección especializado diseñado específicamente para procesar caucho de silicona líquida (LSR). A diferencia de las máquinas de moldeo por inyección de termoplásticos convencionales, las máquinas de sujeción LSR están diseñadas para manejar las propiedades reológicas y térmicas únicas de la silicona líquida, un material de dos componentes que permanece fluido a temperatura ambiente y se vulcaniza (cura) cuando se expone al calor dentro de un molde cerrado. La máquina sujeta las mitades del molde bajo una presión controlada con precisión, inyecta el compuesto LSR mezclado en la cavidad del molde, aplica calor para activar el curado y luego se abre para liberar la pieza terminada.
Estas máquinas se utilizan ampliamente en la fabricación de dispositivos médicos, componentes automotrices, electrónica de consumo, productos para bebés y aplicaciones de sellado industrial. Su capacidad para producir piezas de silicona altamente precisas y sin rebabas en grandes volúmenes con un desperdicio mínimo los convierte en una pieza esencial del equipo dondequiera que se requieran componentes LSR a escala de producción.
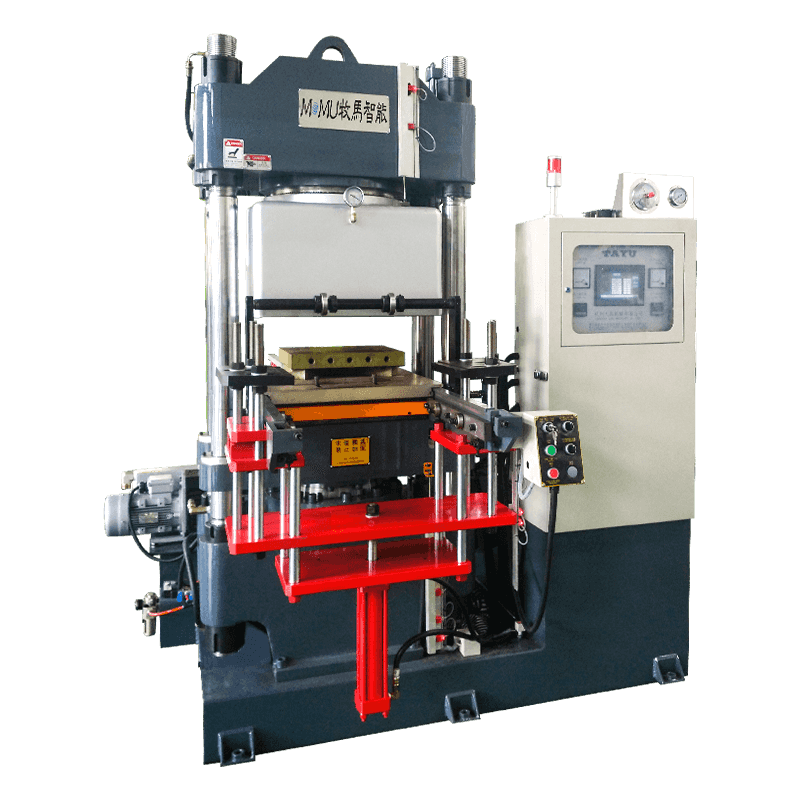
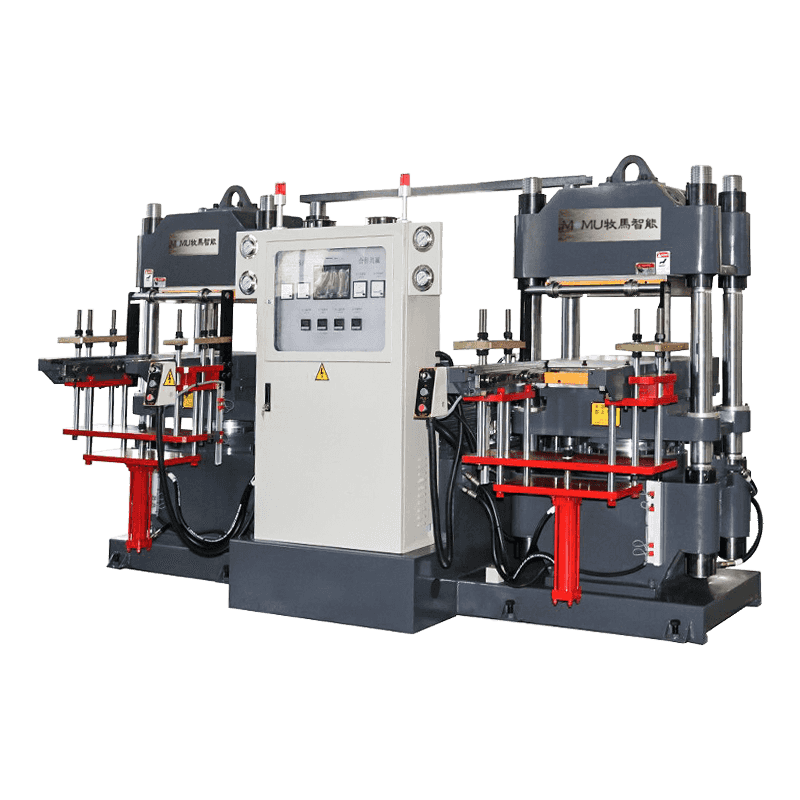
Cómo funciona el sistema de sujeción de moldes en el procesamiento LSR
La unidad de sujeción del molde es el núcleo estructural de cualquier máquina de moldeo por inyección de silicona líquida. Su función principal es mantener juntas las dos mitades del molde con fuerza suficiente para resistir la presión de inyección aplicada durante el llenado del material. En el moldeo LSR, la presión de inyección suele ser menor que en el moldeo termoplástico, pero el sistema de sujeción sigue desempeñando un papel fundamental para garantizar una cavidad del molde perfectamente sellada que evite la rebaba, la fina película de exceso de material que se forma en las líneas de separación cuando la fuerza de sujeción es insuficiente.
La mayoría de las máquinas de sujeción de moldes de silicona líquida utilizan un mecanismo de sujeción de palanca hidráulico o servoeléctrico. El sistema de palanca multiplica la fuerza generada por el cilindro hidráulico o el servomotor a través de un varillaje mecánico, logrando un tonelaje de sujeción muy alto con componentes del actuador relativamente compactos. Durante la inyección, el sistema de sujeción bloquea el molde en una posición cerrada, manteniendo una presión constante durante todo el ciclo de llenado y curado. Una vez que se completa la vulcanización, la abrazadera se abre y un sistema de expulsión, generalmente neumático o mecánico, libera la pieza terminada de la cavidad del molde.
Debido a que el LSR debe mantenerse frío en el cilindro y el sistema de inyección (para evitar el curado prematuro) mientras el molde se calienta para activar la vulcanización, la unidad de sujeción debe acomodar una configuración de molde aislada térmicamente. Las placas aislantes generalmente se instalan entre el molde y los platos de la máquina para evitar la transferencia de calor desde el molde calentado a la estructura de la máquina, protegiendo los componentes y manteniendo la eficiencia energética.
Especificaciones técnicas clave para evaluar
Seleccionar la máquina de sujeción de moldes de silicona líquida correcta requiere una cuidadosa atención a una variedad de parámetros técnicos. Cada especificación tiene un impacto directo en la calidad de las piezas moldeadas, el tiempo del ciclo y la variedad de moldes y productos que la máquina puede acomodar.
Especificaciones de la máquina primaria
| Especificación | Rango típico / Descripción |
| Fuerza de sujeción | 50 kN a 10.000 kN (5 a 1.000 toneladas) |
| Tamaño de la platina | Varía según el tonelaje de la máquina; debe adaptarse a las dimensiones del molde |
| Rango de temperatura del molde | 150°C a 220°C (302°F a 428°F) |
| Tipo de unidad de inyección | Sistema de bomba dosificadora LSR dedicado (componentes A B) |
| Temperatura del barril | Enfriado a 5°C–15°C para evitar un curado prematuro |
| Sistema de control | PLC con HMI de pantalla táctil; parámetros de ciclo programables |
| Espaciado de barras de unión | Define el ancho máximo del molde que se puede instalar. |
| Apertura a la luz del día | Distancia máxima entre platos cuando están abiertos |
La fuerza de sujeción se encuentra entre los parámetros más críticos. Debe ser suficiente para mantener el molde sellado contra la presión de inyección sin exceso de sujeción, lo que puede dañar las superficies de separación del molde con el tiempo. Calcular la fuerza de sujeción requerida implica multiplicar el área proyectada de las cavidades del molde por la presión de la cavidad y agregar un margen de seguridad del 10 al 20 % para tener en cuenta la variación del proceso.
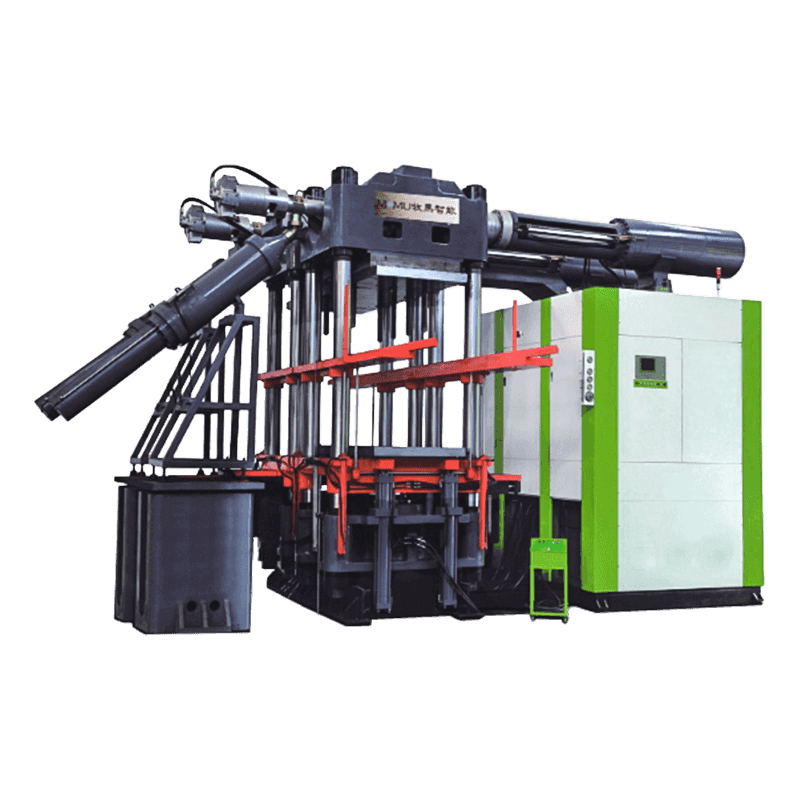
El sistema de dosificación e inyección de LSR
A diferencia del moldeo por inyección de termoplásticos, donde se funde e inyecta una sola resina, el procesamiento LSR requiere un sistema de dosificación de dos componentes que mide y mezcla con precisión el compuesto de silicona base (componente A) y el catalizador de platino (componente B) en una proporción de 1:1 antes de la inyección. La máquina de sujeción de moldes de silicona líquida generalmente se combina con una unidad de bomba dosificadora LSR dedicada que extrae de los tambores de suministro, dosifica ambos componentes a través de bombas de engranajes o bombas de pistón, los mezcla a través de un mezclador estático y entrega el compuesto mezclado al cilindro de inyección.
El cilindro de inyección y el tornillo están refrigerados por agua o con temperatura controlada para mantener el LSR a una temperatura baja (normalmente entre 5 °C y 15 °C), evitando la vulcanización prematura en el sistema de alimentación. El diseño de los tornillos para LSR difiere de los tornillos termoplásticos estándar; Por lo general, tiene una relación de compresión más baja y no tiene anillo de retención, ya que el LSR no requiere plastificación de la misma manera y fluye fácilmente en condiciones de bajo cizallamiento. La inyección se controla mediante una dosificación volumétrica precisa en lugar de una dosificación roscada, lo que garantiza la consistencia entre disparos.

Los sistemas de inyección de pigmentos suelen estar integrados en la unidad de dosificación, lo que permite introducir color en cantidades precisas directamente en el flujo de material para productos LSR coloreados sin contaminar los tambores de suministro a granel.
Requisitos de diseño de moldes para máquinas de sujeción LSR
El molde utilizado en una máquina de sujeción de moldes de silicona líquida tiene varios requisitos de diseño que difieren significativamente de los moldes termoplásticos. Debido a que el LSR tiene una viscosidad muy baja y fluye fácilmente bajo presión, el molde debe mecanizarse con tolerancias extremadamente estrictas en la línea de separación (generalmente dentro de 0,005 mm) para evitar la formación de rebabas. Incluso los espacios menores en la superficie de separación permiten que el LSR se traspase, produciendo películas delgadas de silicona que deben eliminarse manualmente y que reducen la calidad y el rendimiento de la pieza.
Características críticas del diseño del molde LSR
- Sistemas de canal frío: Los moldes de LSR utilizan con frecuencia canales fríos o sistemas de canales fríos con válvula para eliminar los residuos de bebederos y canales, ya que los canales LSR no se pueden rectificar ni reutilizar una vez curados.
- Ventilación al vacío: Los sistemas de vacío están integrados para evacuar el aire de la cavidad del molde antes de la inyección, evitando el atrapamiento de aire que causaría huecos o un llenado incompleto en piezas de precisión.
- Calentamiento uniforme del molde: Los elementos calefactores eléctricos o los canales calefactores a base de aceite deben distribuirse uniformemente por todo el molde para garantizar un curado uniforme en todas las cavidades en herramientas de múltiples cavidades.
- Placas de Aislamiento Térmico: Instalado entre la base del molde y los platos de la máquina para minimizar la pérdida de calor a la estructura de la máquina y reducir el consumo de energía durante la producción.
- Sistemas de Desmoldeo: Debido a que la silicona curada es flexible y adherente, los moldes deben incorporar diseños efectivos de pasadores de expulsión, placas extractoras o desmoldeo con chorro de aire para liberar las piezas sin rasgarlas ni distorsionarlas.
Industrias y productos que dependen de las máquinas de sujeción LSR
Las máquinas de sujeción de moldes de silicona líquida sirven a una amplia gama de industrias, impulsadas por la combinación única de propiedades que ofrece LSR: biocompatibilidad, resistencia a la temperatura, inercia química, claridad óptica y flexibilidad a largo plazo. La precisión y repetibilidad del proceso de sujeción e inyección hacen que estas máquinas sean ideales para aplicaciones exigentes donde la consistencia dimensional y la integridad del material no son negociables.
- Dispositivos Médicos: La biocompatibilidad de LSR lo hace ideal para sellos, válvulas, catéteres, máscaras respiratorias, componentes de audífonos y piezas de dispositivos implantables que requieren cumplimiento con USP Clase VI o ISO 10993.
- unutomotive: Los casquillos de bujía, las juntas, los sellos de los sensores y las juntas tóricas resistentes a los fluidos se producen comúnmente en LSR debido a su capacidad para soportar temperaturas de -60 °C a 200 °C.
- Productos para bebés y bebés: Las tetinas para biberones, chupetes, mordedores y accesorios de alimentación requieren las propiedades del LSR de calidad alimentaria, de sabor neutro y resistentes a la esterilización.
- Electrónica de consumo: Las membranas impermeables para teclados, sellos de botones, correas para dispositivos portátiles y pasacables para cables se benefician de la flexibilidad y la resistencia ambiental de LSR.
- Sellado Industrial: Juntas, diafragmas, fuelles y sellos personalizados para bombas, válvulas y sistemas de manejo de fluidos en las industrias de procesamiento de alimentos y químicos.
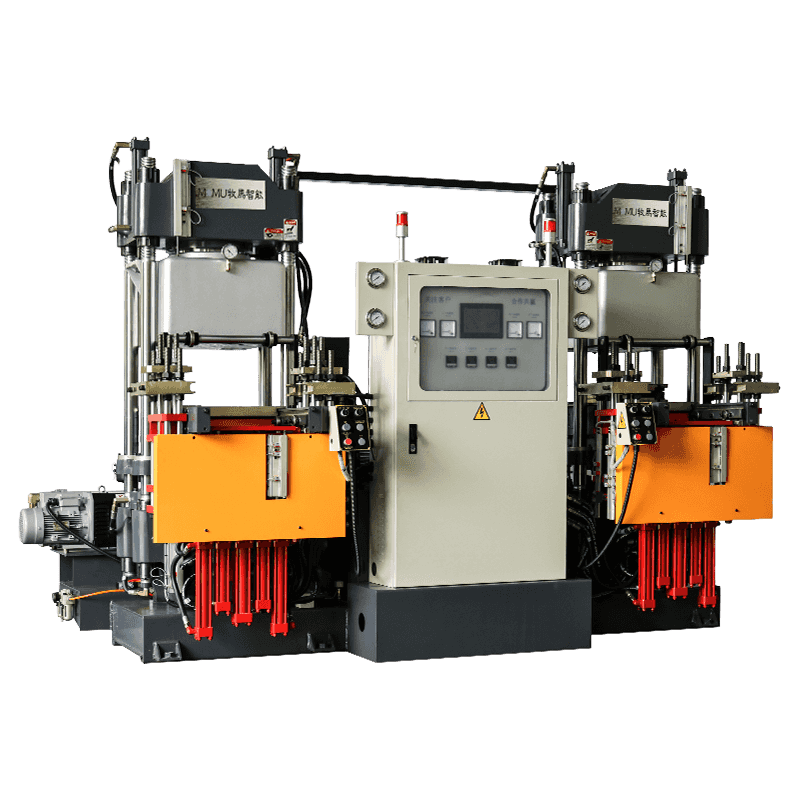
undvantages of Using a Dedicated LSR Mold Clamping Machine
Si bien algunos fabricantes intentan adaptar máquinas de moldeo por inyección de termoplásticos estándar para el procesamiento de LSR, las máquinas de sujeción de moldes de silicona líquida dedicadas ofrecen importantes ventajas operativas y de calidad que justifican la inversión para cualquier operación de producción de LSR seria.
- Control de sujeción de precisión: Los sistemas de sujeción especialmente diseñados ofrecen un tonelaje constante y mensurable con capacidad de ajuste fino, lo que garantiza un sellado repetible del molde en cada ciclo.
- Sistema Integrado de Inyección en Frío: El conjunto de cilindro y tornillo enfriado está diseñado específicamente para LSR, lo que elimina los compromisos necesarios al adaptar equipos termoplásticos.
- Producción sin flash: El paralelismo de la placa de alta precisión y la fuerza de sujeción controlada permiten un moldeo sin rebaba o con rebaba mínima, lo que reduce la mano de obra de posprocesamiento y el desperdicio de material.
- Ciclos totalmente automatizados: La integración con la extracción robótica de piezas, los sistemas de inspección por visión y los sistemas transportadores permite una producción sin interrupciones con una mínima intervención del operador.
- Registro de datos de proceso: Las modernas máquinas de sujeción LSR registran datos de presión de inyección, temperatura del molde, tiempo de curado y fuerza de sujeción para cada ciclo, lo que respalda la trazabilidad de la calidad en industrias reguladas.
Cómo seleccionar la máquina adecuada para su aplicación LSR
La elección de la máquina sujetadora de moldes de silicona líquida correcta comienza con un análisis detallado de las piezas a producir. El área proyectada del diseño de la cavidad del molde más grande determina la fuerza de sujeción mínima requerida. Los requisitos de volumen de inyección, basados en el peso de la pieza y el número de cavidades, determinan la capacidad necesaria del sistema de dosificación. Las dimensiones físicas del molde (alto, ancho y alto de la pila) deben ajustarse al tamaño de la placa de la máquina, el espacio entre las barras de unión y las especificaciones de apertura a la luz del día.
Los objetivos de volumen de producción y las expectativas de tiempo de ciclo también deberían guiar la selección de la máquina. Los moldes con mayor cavitación que funcionan con máquinas con sistemas de sujeción servoeléctricos pueden lograr tiempos de ciclo de secado más rápidos y un funcionamiento con mayor eficiencia energética en comparación con alternativas totalmente hidráulicas, lo que resulta en un menor costo por pieza en grandes volúmenes. Para aplicaciones médicas o reguladas, es esencial verificar que la máquina admita el registro de datos compatible con 21 CFR Parte 11 o estándares de documentación de procesos equivalentes antes de la compra.
Por último, el servicio postventa, la disponibilidad de repuestos y el soporte técnico del fabricante deben evaluarse con tanta atención como las especificaciones técnicas de la máquina. Una máquina con buen soporte y una infraestructura de servicio local confiable brindará un valor a largo plazo significativamente mejor que una alternativa de menor costo con acceso limitado a soporte, particularmente en entornos de producción de alta demanda donde el tiempo de inactividad no planificado tiene un impacto directo en los compromisos de entrega y los costos operativos.