Contenido
- 1 ¿Qué es una máquina de moldeo por compresión de caucho?
- 2 Principio de funcionamiento básico: calor, presión y vulcanización
- 3 Principales tipos de máquinas de moldeo por compresión de caucho
- 4 Especificaciones técnicas clave explicadas
- 5 Compuestos de caucho adecuados para el moldeo por compresión
- 6 unutomation and Control Features in Modern Machines
- 7 Cómo elegir la máquina adecuada para su aplicación
¿Qué es una máquina de moldeo por compresión de caucho?
un máquina de moldeo por compresión de caucho es una prensa hidráulica diseñada específicamente para dar forma a compuestos de caucho aplicando calor y presión controlados dentro de una cavidad de molde cerrada. A diferencia del moldeo por inyección, donde el material se introduce en un molde a través de un sistema de canales, el moldeo por compresión coloca una carga de caucho previamente medida, llamada preforma, directamente en la cavidad abierta del molde. Luego, la prensa cierra el molde bajo alta presión hidráulica y al mismo tiempo aplica calor, lo que hace que el caucho fluya, llene la cavidad y se vulcanice en una forma sólida y permanente. El resultado es un componente de caucho acabado que reproduce con precisión la geometría del molde.
Estas máquinas son fundamentales para las industrias que dependen de componentes de caucho de precisión: sistemas de sellado para automóviles, juntas industriales, amortiguadores de vibraciones aeroespaciales, componentes de dispositivos médicos, suelas de calzado y bienes de consumo. El proceso de moldeo por compresión se valora por su simplicidad, costo de herramientas relativamente bajo en comparación con el moldeo por inyección y su idoneidad para una amplia gama de compuestos de caucho, incluidos caucho natural, silicona, EPDM, neopreno, nitrilo (NBR) y fluoroelastómeros (FKM). La máquina en sí es el entorno controlado que hace posible una vulcanización consistente y repetible a escala de producción.
Principio de funcionamiento básico: calor, presión y vulcanización
El principio de funcionamiento de una máquina de moldeo por compresión de caucho gira en torno a tres variables interdependientes: temperatura, presión y tiempo de curado. En conjunto, estos determinan si una pieza de caucho moldeada cumple con las especificaciones físicas previstas o falla debido a un curado insuficiente, excesivo o inexactitud dimensional.
El molde, generalmente mecanizado a partir de acero endurecido o aluminio, se monta entre los platos superior e inferior de la prensa hidráulica. Los elementos calefactores eléctricos o circuitos de vapor integrados en las placas transfieren calor a través del molde a la carga de caucho. A medida que el caucho se calienta, se ablanda y se vuelve flexible, luego fluye bajo la presión de cierre de la prensa para llenar cada contorno de la cavidad. Al mismo tiempo, el calor activa los agentes vulcanizantes (normalmente compuestos de azufre o peróxidos) dentro del compuesto de caucho, provocando la reticulación de las cadenas poliméricas. Esta reticulación es lo que transforma el caucho bruto blando, similar al termoplástico, en un componente elástico, dimensionalmente estable y de forma permanente.
Es fundamental mantener una uniformidad precisa de la temperatura en toda la superficie de la platina. La distribución desigual del calor genera tasas de curado diferentes dentro de un solo molde, lo que produce piezas con dureza inconsistente, defectos superficiales o huecos internos. Las máquinas de moldeo por compresión modernas utilizan controladores de temperatura PID (proporcional-integral-derivado) para mantener la temperatura de la platina dentro de ±1°C del punto de ajuste durante todo el ciclo de producción.

Principales tipos de máquinas de moldeo por compresión de caucho
Las máquinas de moldeo por compresión de caucho están disponibles en varias configuraciones, cada una de ellas adecuada para diferentes entornos de producción, tamaños de piezas y niveles de automatización.
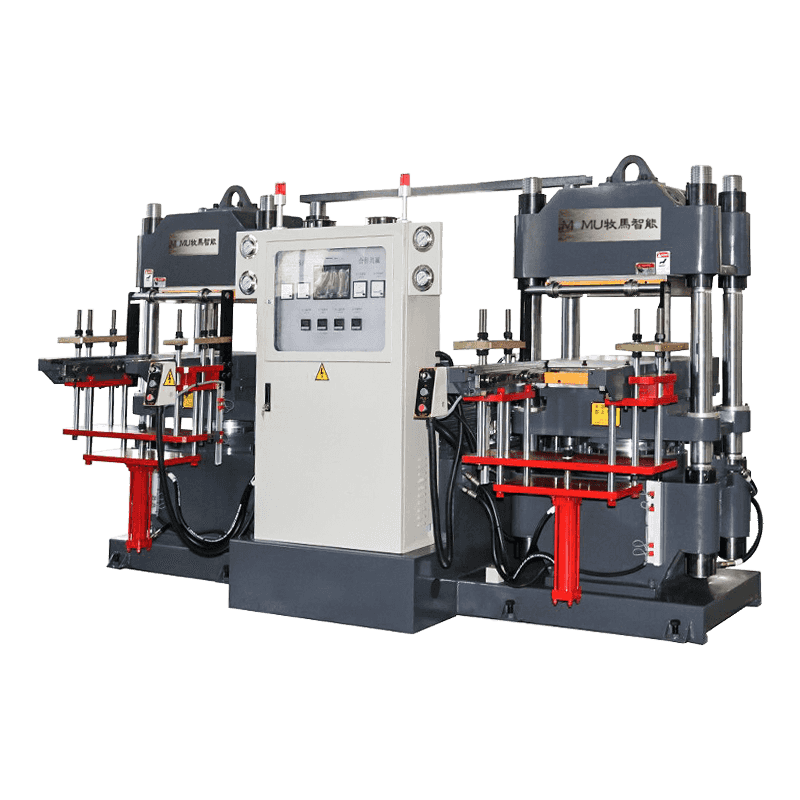
Prensa de luz diurna única
La prensa de luz diurna única tiene una abertura entre la platina superior e inferior, acomodando un solo molde a la vez. Esta es la configuración más común para tiradas de producción pequeñas y medianas y para moldear componentes individuales relativamente grandes. Ofrece operación sencilla, cambio de molde sencillo y acceso directo del operador al molde para cargar preformas y retirar piezas. Las prensas de luz diurna están disponibles con fuerzas de sujeción que van desde 50 toneladas hasta más de 1000 toneladas, según la aplicación.
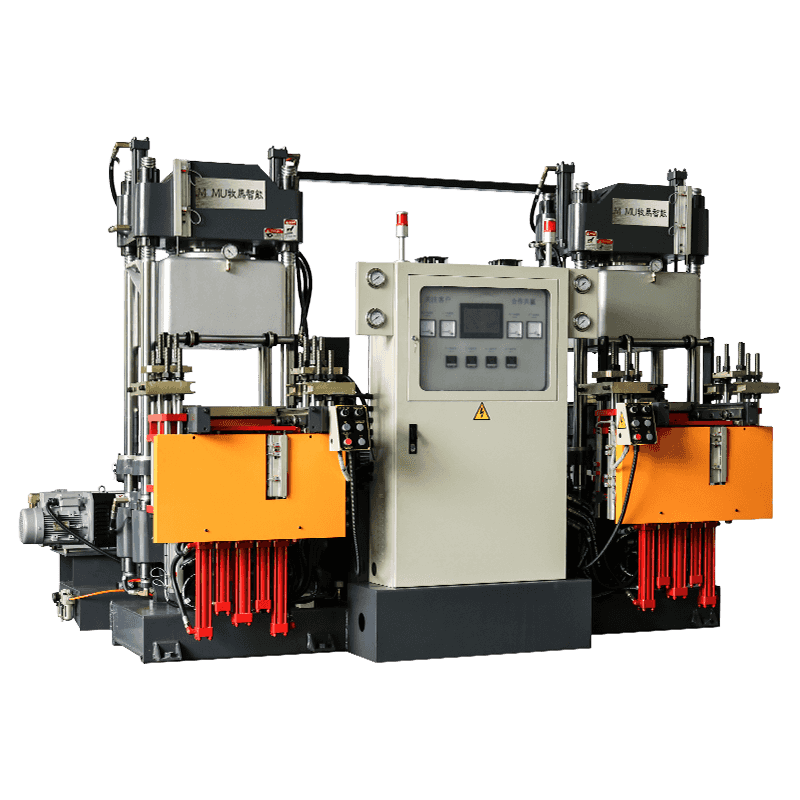
Prensa multiluz
Las prensas con luz diurna incorporan múltiples platos calentados apilados verticalmente, creando varias aberturas de molde (o luces diurnas) que funcionan simultáneamente en una sola pasada de prensa. Esta configuración aumenta drásticamente la producción por ciclo sin requerir espacio adicional ni prensas separadas. Una prensa de cuatro días cuadriplica efectivamente el número de cavidades de molde activas en cada ciclo de producción, lo que la hace altamente eficiente para la producción de alto volumen de piezas de caucho pequeñas y medianas, como sellos, juntas tóricas, soportes vibratorios y ojales.
Prensa de mesa giratoria o lanzadera
Las prensas de mesa giratoria y de lanzadera están diseñadas para mejorar la ergonomía del operador y la eficiencia del ciclo al separar la zona de carga y descarga de la zona de prensado. Una plataforma giratoria o lanzadera deslizante mueve los moldes dentro y fuera de la prensa de forma automática o semiautomática, lo que permite al operador cargar preformas y retirar piezas terminadas en una estación segura y accesible mientras la prensa completa su ciclo de curado. Este diseño es particularmente efectivo en entornos de producción de alta cadencia donde minimizar el tiempo abierto no productivo es una prioridad.
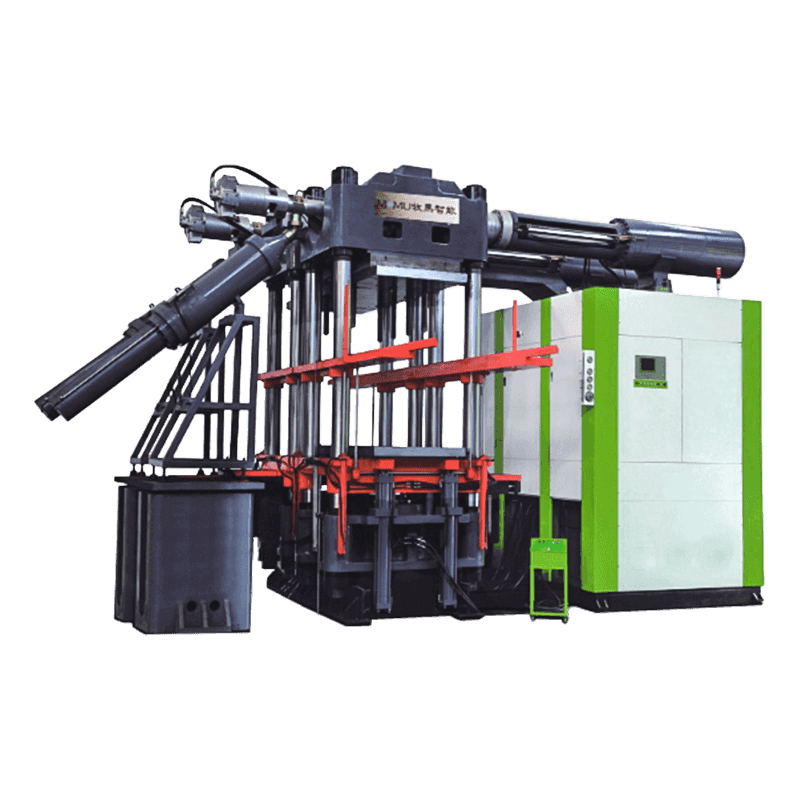
Prensa de moldeo por compresión al vacío
Para aplicaciones que requieren piezas de caucho de alta integridad y sin huecos, como componentes médicos de silicona, sellos aeroespaciales o aisladores eléctricos de alto voltaje, las prensas de moldeo por compresión al vacío evacuan el aire de la cavidad del molde antes y durante el ciclo de prensado. El aire residual atrapado en el molde puede causar porosidad, llenado incompleto e imperfecciones en la superficie que son inaceptables en aplicaciones críticas. El sistema de vacío elimina este aire antes de que el caucho fluya y se vulcanice, lo que garantiza piezas densas y libres de defectos que cumplen con estrictos estándares de calidad.
Especificaciones técnicas clave explicadas
Seleccionar la máquina de moldeo por compresión de caucho adecuada requiere una comprensión clara de las especificaciones técnicas que definen sus capacidades. Los siguientes parámetros son los más críticos para evaluar:
| Especificación | Rango típico | Por qué es importante |
| Fuerza de sujeción | 50 – 2000 toneladas | Determina la presión de la cavidad del molde y el control de rebaba. |
| Tamaño de la platina | 200×200 mm – 1500×1500 mm | Establece la huella máxima del molde y el número de cavidades |
| Rango de temperatura | 100°C – 250°C | Debe cumplir con los requisitos de vulcanización compuesta. |
| Apertura a la luz del día | 200 mm – 800 mm | Debe adaptarse a la altura del molde más un espacio libre de carga seguro |
| Uniformidad de temperatura | ±1°C – ±3°C | Crítico para un curado consistente en toda el área de la platina |
| Sistema de control | HMI con pantalla táctil PLC | Permite el almacenamiento de recetas, monitoreo de procesos y gestión de alarmas. |
Podría decirse que la fuerza de sujeción es la especificación más fundamental. Debe ser suficiente mantener el molde completamente cerrado contra la presión interna generada por el compuesto de caucho a medida que se ablanda y expande durante el calentamiento. Una fuerza de sujeción insuficiente permite que el molde se abra, lo que provoca una rebaba excesiva (aletas de goma delgadas en la línea de separación) que requiere un recorte posterior al molde que requiere mucha mano de obra y aumenta el desperdicio de material.
Compuestos de caucho adecuados para el moldeo por compresión
No todos los compuestos de caucho son igualmente adecuados para el moldeo por compresión y la máquina debe configurarse adecuadamente para el material que se procesa. Los compuestos más comúnmente procesados incluyen:
- Caucho Natural (NR): Excelentes propiedades mecánicas y elasticidad; ampliamente utilizado en aplicaciones industriales y automotrices; vulcaniza fácilmente a 150-170°C.
- Silicona (VMQ/HCR): Excelente resistencia a la temperatura (-60 °C a 230 °C), biocompatibilidad y resistencia a la intemperie; requiere un control preciso de la temperatura, normalmente en el rango de 160 a 180 °C; Se utiliza ampliamente en aplicaciones médicas y de contacto con alimentos.
- EPDM: Excelente resistencia al ozono, a los rayos UV y a la intemperie; comúnmente utilizado para sellos, juntas y perfiles para techos exteriores; normalmente moldeado a 160-180 °C.
- Nitrilo (NBR): Resistencia superior al aceite y al combustible; el material estándar para sellos de aceite de automóviles, componentes de sistemas de combustible y sellos hidráulicos; moldeado a 150-170°C.
- Fluoroelastómero (FKM/Viton): Resistencia excepcional al calor, productos químicos y combustibles; utilizado en aplicaciones exigentes de procesamiento aeroespacial, automotriz y químico; requiere temperaturas de moldeo más altas de 175 a 200 °C y ciclos de curado más largos.
- Neopreno (CR): Buen equilibrio entre resistencia al aceite y resistencia a la intemperie; utilizado para mangueras, correas y cubiertas de cables; moldeado a 150-170°C.
unutomation and Control Features in Modern Machines
Las modernas máquinas de moldeo por compresión de caucho han evolucionado mucho más allá de las simples prensas hidráulicas con controles manuales. Las máquinas actuales incorporan sofisticadas funciones de automatización y control digital que mejoran la coherencia del proceso, reducen la dependencia del operador y permiten la integración en sistemas de gestión de fábrica más amplios.
Control de procesos basado en PLC
Los controladores lógicos programables (PLC) administran todo el ciclo de la prensa (velocidad de cierre, rampa de presión, tiempo de curado, secuencia de apertura y expulsión) en función de recetas almacenadas. Cada combinación de compuesto de caucho y molde puede tener su propio programa almacenado, lo que permite a los operadores cambiar de producto simplemente seleccionando la receta adecuada en la pantalla táctil HMI en lugar de restablecer manualmente los parámetros. El control basado en recetas elimina los errores de configuración y garantiza que cada ejecución de producción comience desde una línea base validada.
unutomatic Deflashing and Degassing
Muchas máquinas incluyen secuencias de desgasificación programables (breves aperturas controladas de la prensa durante la etapa inicial del ciclo de curado) que permiten que el aire atrapado y los volátiles escapen del molde antes del cierre final y el curado completo. Esto es particularmente importante para piezas gruesas o complejas donde la porosidad interna es un defecto común. Algunas prensas también integran brazos robóticos o herramientas mecánicas de desbarbado que eliminan las rebabas de las piezas inmediatamente después del desmolde, lo que reduce la mano de obra de acabado.
Registro de datos y trazabilidad de la calidad
Las prensas de compresión industriales incluyen cada vez más capacidades de registro de datos que registran la temperatura, la presión, el tiempo del ciclo y los eventos de alarma para cada ciclo de producción. Esta trazabilidad es fundamental en industrias reguladas como la de dispositivos médicos y la aeroespacial, donde los registros de producción deben conservarse y ser auditables. Los paneles de control en tiempo real permiten a los supervisores de producción realizar un seguimiento del rendimiento de la máquina en varias prensas simultáneamente e identificar desviaciones antes de que den como resultado lotes defectuosos.
Cómo elegir la máquina adecuada para su aplicación
La selección de una máquina de moldeo por compresión de caucho es una decisión de múltiples variables que debe estar determinada por los requisitos específicos de su producto, los volúmenes de producción y los tipos de materiales, en lugar de solo por el costo de la máquina. Analice sistemáticamente las siguientes consideraciones:
- Defina la geometría de su pieza y el tamaño del molde: Las dimensiones de la platina deben acomodar cómodamente su molde con espacio libre en todos los lados. Para moldes de múltiples cavidades, calcule el área total proyectada para determinar la fuerza de sujeción mínima requerida.
- Identifique su compuesto de caucho: Confirme el rango de temperatura de vulcanización y el tiempo de curado de su compuesto. Asegúrese de que el sistema de calefacción de la máquina pueda alcanzar y mantener esa temperatura en todo el plato con la uniformidad requerida para sus estándares de calidad.
- unssess production volume: La producción de gran volumen de piezas pequeñas se beneficia de las configuraciones de luz diurna múltiple o de la automatización de mesa giratoria. Un volumen bajo a medio de piezas grandes o complejas normalmente se adapta a una prensa de una sola luz con control PLC basado en recetas.
- Considere los requisitos de calidad: unpplications demanding void-free parts — medical, aerospace, high-voltage electrical — require vacuum-assisted pressing. Factor vacuum system integration into your specification and budget from the outset.
- Evaluar el soporte postventa: Las máquinas de compresión de caucho requieren un mantenimiento periódico de los sistemas hidráulicos, elementos calefactores y componentes de control. Elegir un proveedor con soporte técnico accesible, repuestos disponibles y capacidad de servicio local protege su inversión en tiempo de actividad de producción durante la vida útil de la máquina.
un rubber compression molding machine is a long-term capital investment whose return depends entirely on matching its capabilities to the demands of your production process. Taking the time to specify it correctly — rather than defaulting to the lowest-cost option — consistently delivers better part quality, lower scrap rates, and more reliable throughput over the machine's operational life.