Contenido
- 1 ¿Qué es una máquina vulcanizadora de caucho al vacío?
- 2 El proceso de vulcanización: lo que sucede dentro de la máquina
- 3 Componentes principales y sus funciones
- 4 Tipos de máquinas vulcanizadoras de caucho al vacío
- 5 undvantages of Vacuum Vulcanizing Over Standard Pressing
- 6 Industrias y productos que dependen de la vulcanización al vacío
- 7 Factores clave a evaluar al seleccionar una máquina
- 8 Prácticas de mantenimiento que protegen el rendimiento de la máquina
¿Qué es una máquina vulcanizadora de caucho al vacío?
un máquina de vulcanización de caucho al vacío es una prensa industrial especializada que cura compuestos de caucho crudos o sin curar bajo una combinación de condiciones controladas de calor, presión y vacío. El término "vulcanización" se refiere al proceso de reticulación química que transforma el caucho blando y flexible en un material duradero, elástico y dimensionalmente estable. En las prensas de vulcanización estándar, el calor y la presión por sí solos impulsan la reacción de curado. En las máquinas de vulcanización al vacío, la adición de un ambiente de vacío sellado elimina el aire atrapado, la humedad y los gases volátiles del interior de la masa de caucho antes y durante el curado, lo que da como resultado un producto terminado significativamente más denso, más uniforme y sin defectos.
La función de vacío no es simplemente una característica adicional; cambia fundamentalmente los resultados de calidad que se pueden lograr en la producción de caucho. Las bolsas de aire y las inclusiones de humedad se encuentran entre las fuentes más comunes de porosidad, formación de ampollas y debilidad estructural en las piezas de caucho vulcanizado. Al evacuar la cavidad del molde a un nivel de vacío típicamente entre -0,08 MPa y -0,1 MPa antes de aplicar la presión total de moldeo, la máquina elimina estos defectos desde su origen. El resultado son productos de caucho con un acabado superficial superior, una densidad interna constante y un rendimiento mecánico mejorado, características que son fundamentales en las industrias de precisión, como el sellado de automóviles, los dispositivos médicos, los componentes aeroespaciales y las suelas de calzado de alto rendimiento.
El proceso de vulcanización: lo que sucede dentro de la máquina
Comprender la secuencia de operaciones dentro de una máquina vulcanizadora de caucho al vacío aclara por qué la integración del vacío mejora sustancialmente la calidad de la producción. El proceso se desarrolla en varias etapas distintas que la máquina controla automáticamente a través de un controlador lógico programable (PLC) o una interfaz de pantalla táctil.
El ciclo comienza con la preparación y carga del molde. El operador coloca el compuesto de caucho sin curar, en forma de piezas en bruto, láminas o preformas pesadas previamente, en la cavidad del molde calentada. El molde se cierra parcialmente y la bomba de vacío se activa, extrayendo aire y humedad residual de la cavidad del molde a través de canales de vacío integrados. Una vez que se alcanza el nivel de vacío objetivo y se mantiene durante un tiempo de permanencia establecido, generalmente de 15 a 60 segundos, la prensa se cierra completamente para aplicar presión de moldeo. La combinación de calor conducido a través de los platos calentados, la presión aplicada y la ausencia de gases atrapados impulsa la reacción de reticulación de manera uniforme en toda la masa de caucho. Una vez transcurrido el tiempo de curado programado, que varía de uno a treinta minutos según el tipo de compuesto de caucho y el espesor de la pieza, la prensa se abre, se libera el vacío y se desmolda la pieza curada.
La precisión del control de la temperatura es igualmente importante. Las modernas máquinas de vulcanización al vacío mantienen la temperatura de los platos entre ±1°C y ±2°C en toda la superficie del molde utilizando elementos calefactores de resistencia eléctrica o platos calentados con vapor, combinados con sensores de temperatura integrados y controladores PID de circuito cerrado. Esta uniformidad garantiza un curado consistente en todo el producto, eliminando el riesgo de centros poco curados o superficies sobrecuradas que pueden ocurrir cuando existen gradientes de temperatura en todo el molde.

Componentes principales y sus funciones
El rendimiento de una máquina vulcanizadora de caucho al vacío depende de la calidad y la integración de sus componentes estructurales y funcionales clave. Cada elemento desempeña un papel definido para lograr una vulcanización consistente y sin defectos.
Platos calentados
Los platos son las placas planas y rígidas entre las cuales se comprime el molde. En las máquinas de vulcanización al vacío, las placas se fabrican de acero de alta calidad con elementos calefactores integrados o canales internos para la circulación del vapor. La tolerancia a la planitud es fundamental: una placa con contacto superficial desigual producirá una distribución de presión no uniforme en todo el molde, lo que provocará variaciones de espesor y un curado incompleto en las zonas de baja presión. Las máquinas premium especifican una planitud de la platina de 0,05 mm en toda la superficie de trabajo y utilizan sensores de temperatura multipunto para detectar y compensar cualquier falta de uniformidad térmica.
Sistema de vacío
El sistema de vacío consta de una bomba de vacío, generalmente de paletas giratorias o de tornillo seco, conectada a la cavidad del molde a través de un circuito sellado que incluye líneas de vacío, un tanque intermedio de vacío, válvulas de solenoide y vacuómetros. El tanque intermedio almacena el volumen previamente evacuado para que la cavidad del molde pueda llevarse rápidamente al nivel de vacío objetivo sin sobrecargar la bomba. El sellado al vacío de la interfaz del molde se logra a través de juntas periféricas o canales de junta tórica mecanizados en la línea de separación del molde. La integridad de este sistema de sellado es fundamental: cualquier fuga reduce el nivel de vacío alcanzable y compromete la eficacia de la eliminación de aire.
Sistema de sujeción hidráulico o mecánico
La fuerza de sujeción que mantiene cerrado el molde durante la vulcanización se genera mediante un sistema de cilindro hidráulico o, en máquinas más pequeñas, mediante mecanismos de palanca mecánicos. Los sistemas hidráulicos ofrecen un control de presión más preciso y programable y son estándar en las máquinas de vulcanización al vacío de producción. Las fuerzas de sujeción varían desde tan solo 50 kN en máquinas de laboratorio o de piezas pequeñas hasta más de 10.000 kN en grandes prensas industriales para productos de caucho industriales o de automoción. El control preciso de la presión es esencial porque tanto la baja presión como la sobrepresión producen piezas defectuosas: rebabas, inexactitud dimensional o grietas inducidas por tensión.
Sistema de control PLC
Las modernas máquinas de vulcanización al vacío están equipadas con controladores lógicos programables e interfaces hombre-máquina (HMI) con pantalla táctil que permiten a los operadores almacenar, recuperar y monitorear programas de curado para diferentes compuestos de caucho y configuraciones de moldes. Un programa típico almacena la temperatura objetivo, el tiempo de curado, el nivel de vacío, el tiempo de permanencia del vacío y la presión de sujeción como una sola receta. El PLC monitorea la retroalimentación del sensor en tiempo real y genera alarmas para desviaciones, lo que garantiza la trazabilidad del proceso y una calidad constante entre lotes.
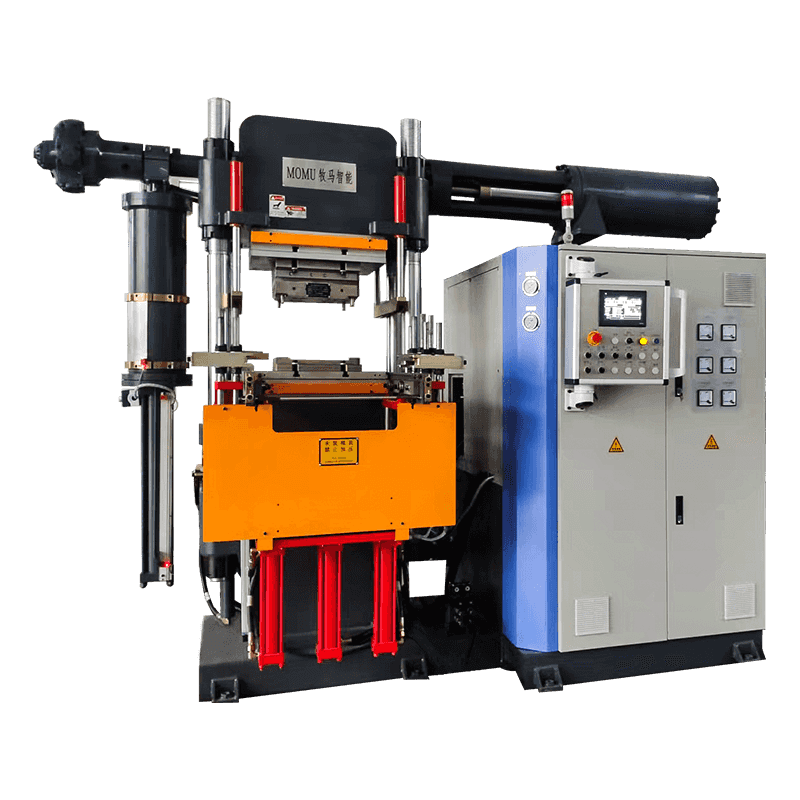
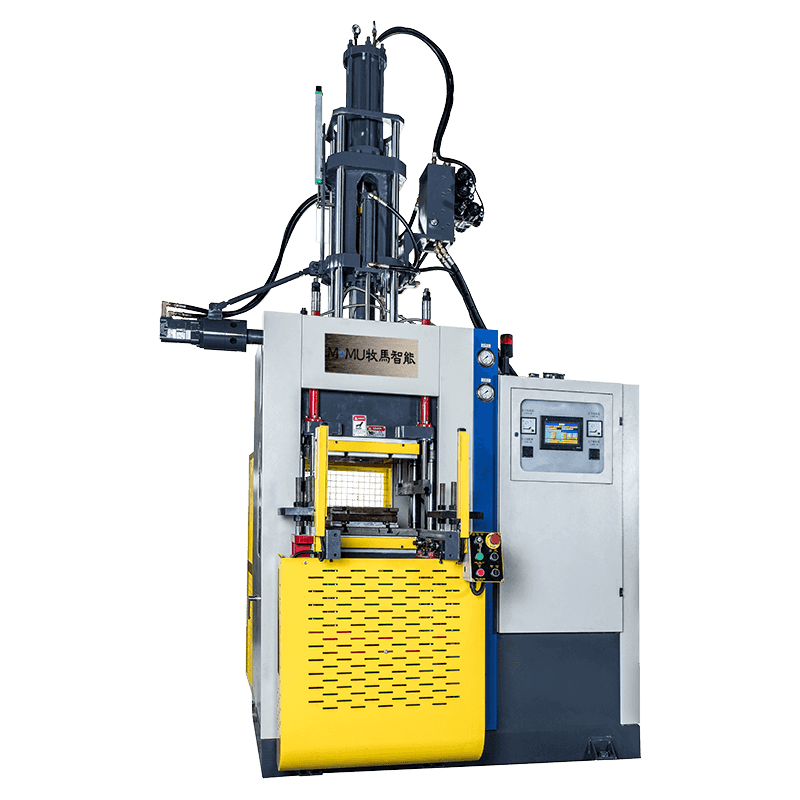
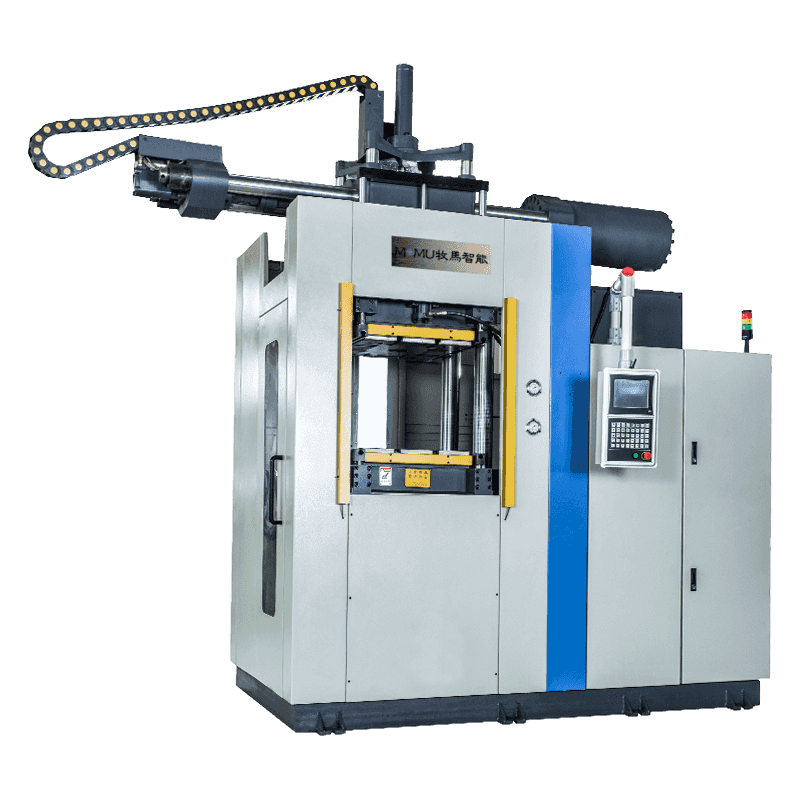
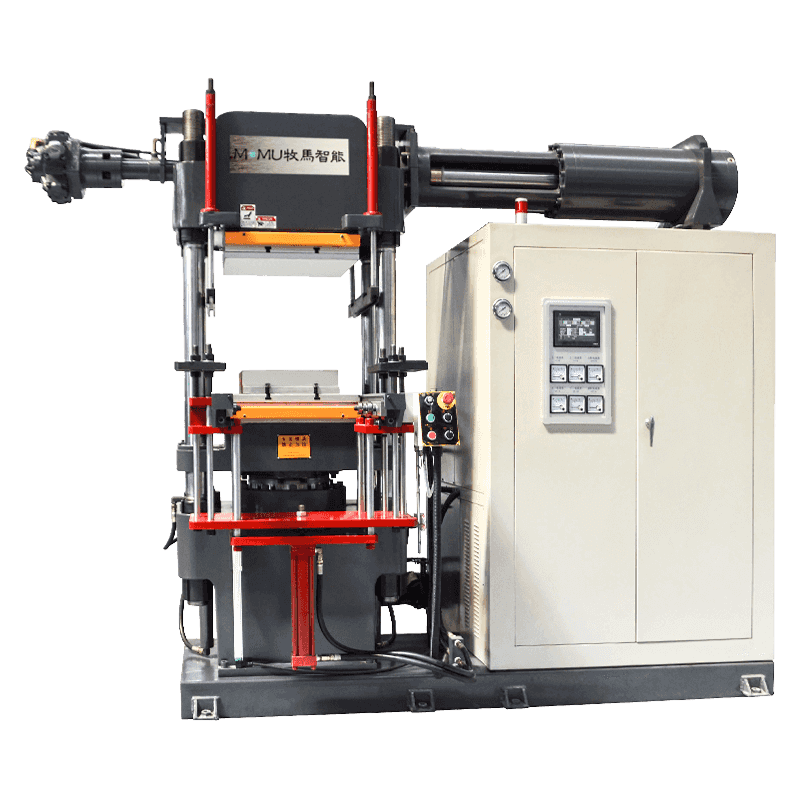
Tipos de máquinas vulcanizadoras de caucho al vacío
Las máquinas vulcanizadoras de caucho al vacío están disponibles en varias configuraciones, cada una de ellas adecuada para diferentes volúmenes de producción, geometrías de productos y tipos de caucho. Seleccionar el tipo de máquina correcto es tan importante como especificar los parámetros de proceso correctos.
| Tipo de máquina | Configuración | Más adecuado para |
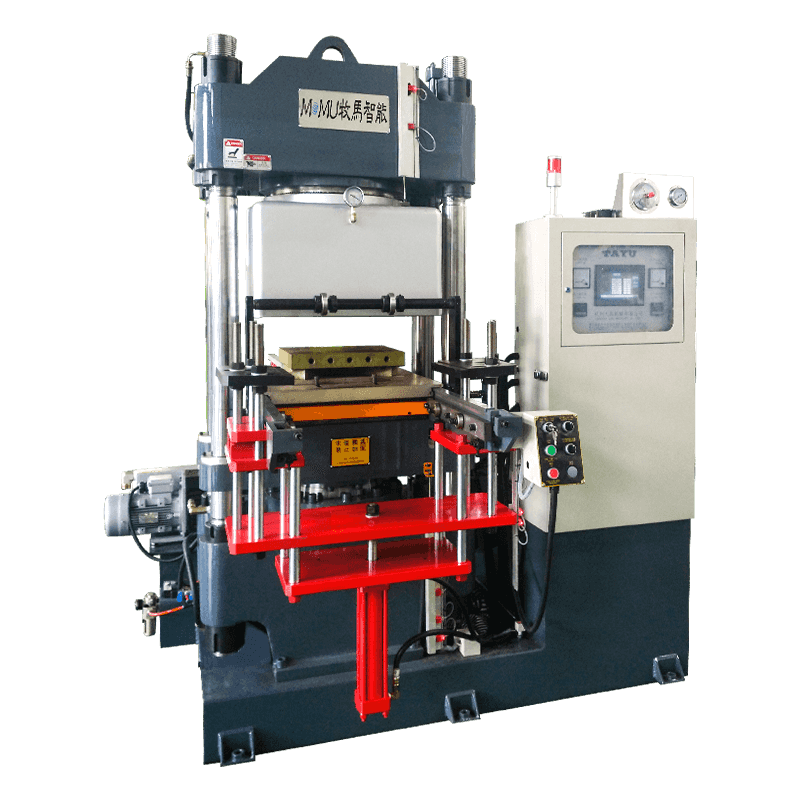
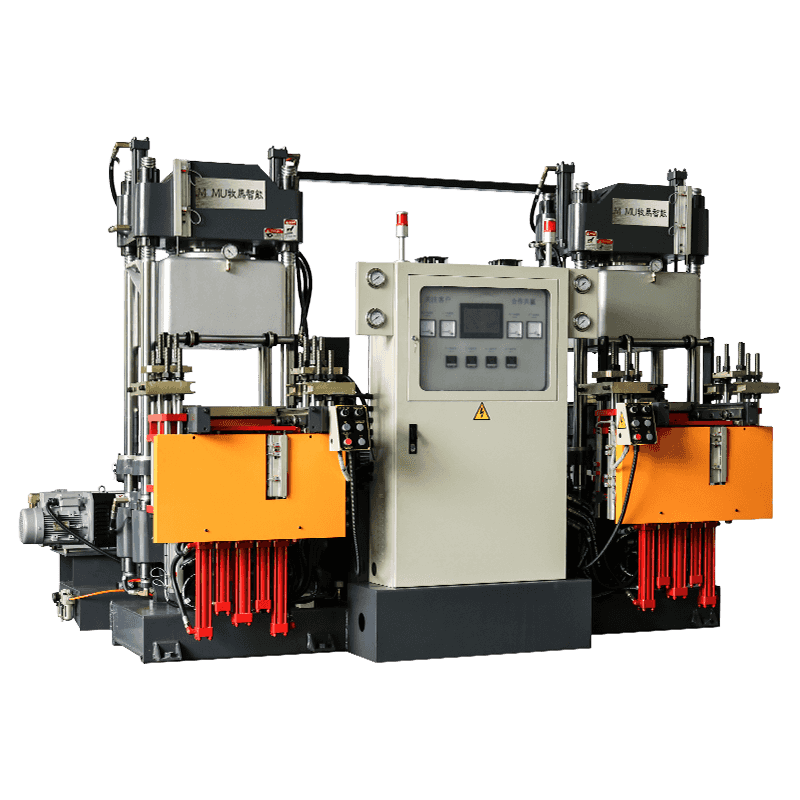
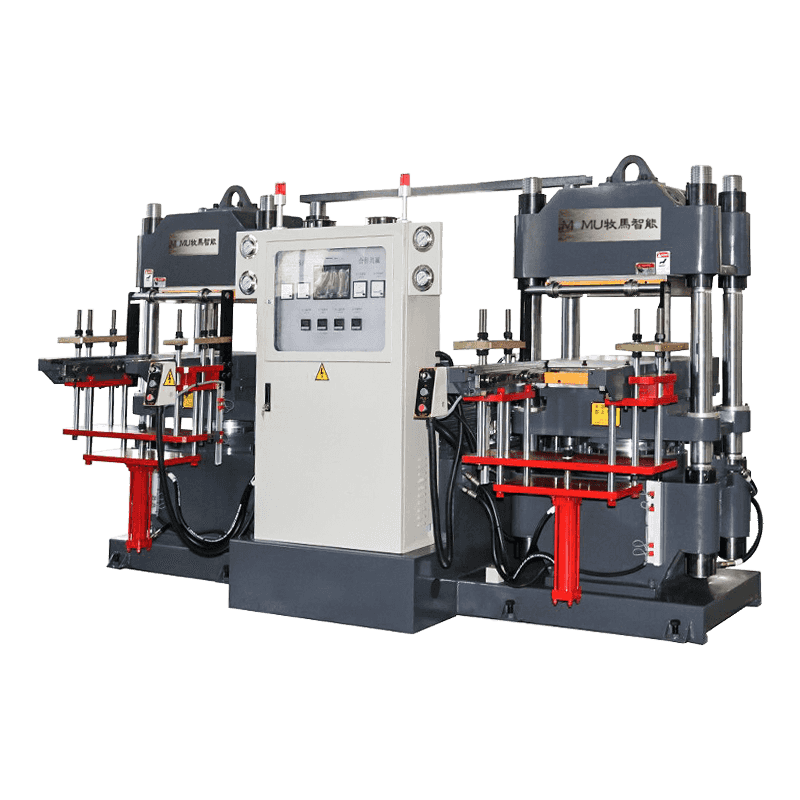
| Prensa plana de luz diurna única | Una abertura de molde entre dos platos. | Piezas de goma planas, sellos y juntas de tamaño pequeño a mediano |
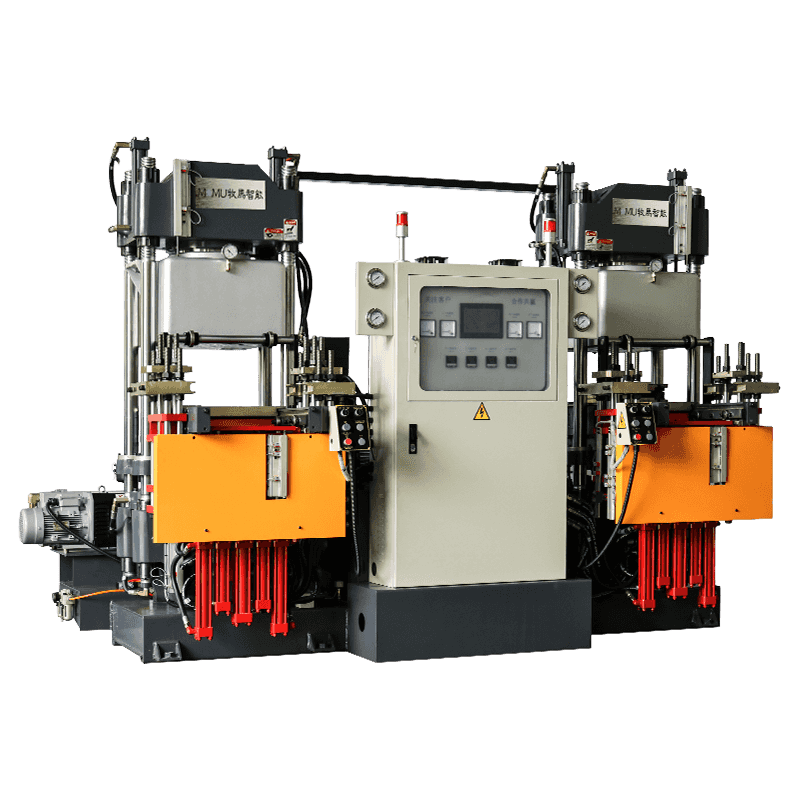
| Prensa multiluz | Múltiples aberturas de moldes apiladas en una sola prensa | Producción en gran volumen de láminas de caucho planas o delgadas |
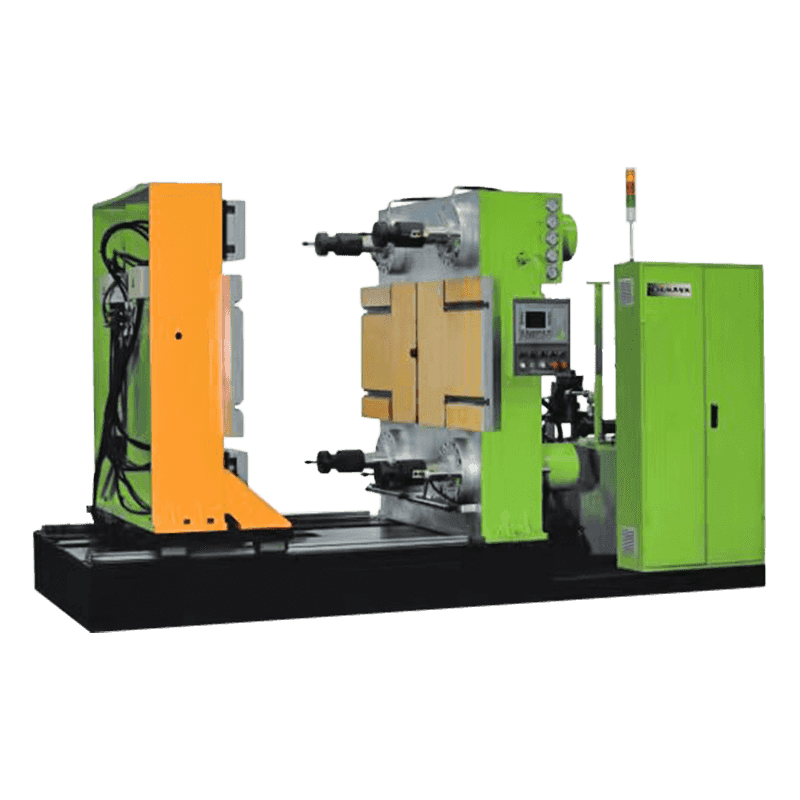
| Prensa rotativa o carrusel | Plataforma multiestación giratoria con fuente de calor fija | Suelas de calzado, entornos de producción continua. |
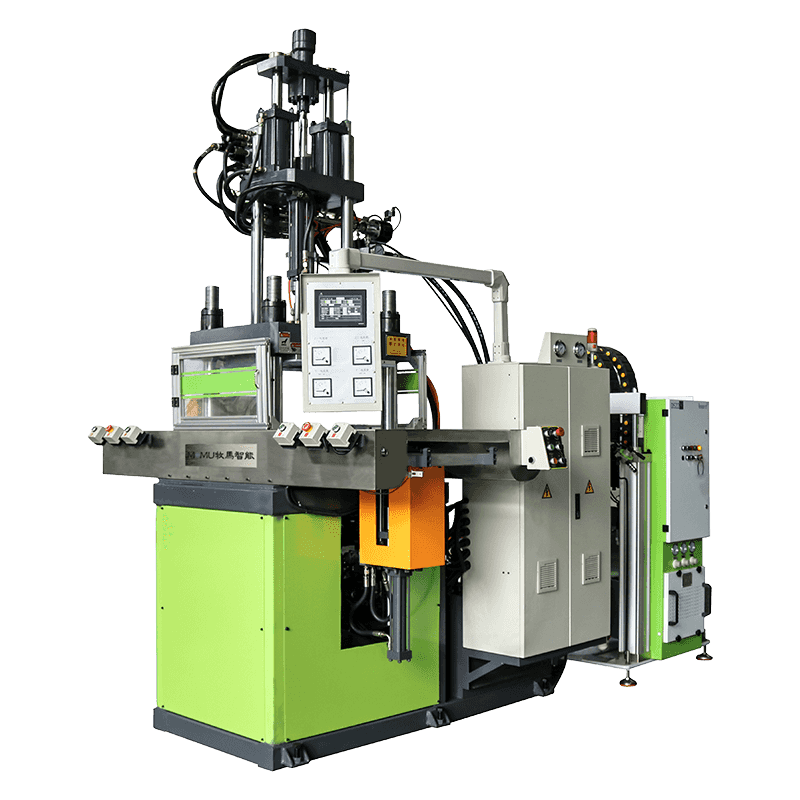
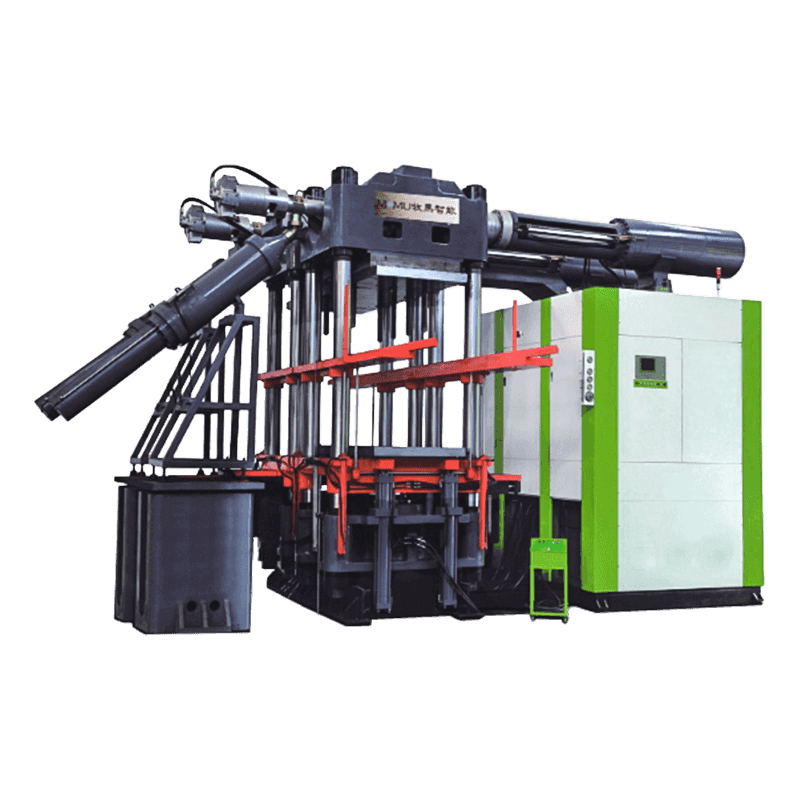
| Prensa de inyección vertical | Caucho inyectado bajo presión en molde sellado. | Piezas 3D complejas, componentes sobremoldeados, caucho técnico |
| Prensa de vacío de membrana | La membrana de silicona flexible crea vacío y presión. | Compuestos aglomerados con caucho, sustratos curvos o irregulares. |
| Prensa de laboratorio/mesa | Unidad compacta de luz natural con capacidad de vacío | I+D, pruebas de compuestos, pequeñas ejecuciones de prototipos |
undvantages of Vacuum Vulcanizing Over Standard Pressing
La inversión en capacidad de vacío en comparación con una prensa de caucho convencional se justifica por mejoras mensurables en varias métricas de calidad y producción. Estas ventajas se vuelven especialmente significativas cuando se producen piezas de precisión con tolerancias dimensionales estrictas, geometrías complejas o propiedades mecánicas críticas para el rendimiento.
- Eliminación de porosidades y huecos: Quitar el aire antes del curado evita la formación de burbujas internas y picaduras en la superficie que reducen la resistencia a la tracción, el alargamiento y el rendimiento de sellado de las piezas de caucho. Esto es particularmente importante para juntas tóricas, diafragmas y productos de caucho de grado médico donde la integridad interna no es negociable.
- Acabado superficial mejorado: Las condiciones de vacío permiten que el compuesto de caucho fluya más completamente en los detalles finos del molde, produciendo bordes más nítidos, textos o logotipos en relieve más limpios y una superficie general más suave sin imperfecciones por aire atrapado.
- Propiedades mecánicas más consistentes: Una densidad uniforme en toda la pieza curada significa valores consistentes de dureza, resistencia a la tracción y compresión en todo el lote, algo fundamental para piezas utilizadas en aplicaciones de sellado, aislamiento de vibraciones o soporte de carga.
- Tasas reducidas de desechos y retrabajos: Los defectos detectados durante la inspección requieren retrabajo o desguace de toda la pieza. La vulcanización al vacío reduce sustancialmente la incidencia de ampollas, porosidad y defectos de disparo corto, lo que reduce las tasas de desechos y sus costos asociados de material y mano de obra.
- Compatibilidad con compuestos sensibles a la humedad: Algunas formulaciones de caucho especiales, en particular los cauchos de silicona y ciertos compuestos de EPDM, son especialmente propensas a formar ampollas en la superficie causadas por la humedad residual. El procesamiento al vacío elimina de manera confiable este modo de falla sin requerir pasos de secado adicionales.
- Mejor unión en conjuntos de caucho con metal y de caucho con tela: Cuando el caucho se vulcaniza directamente sobre inserciones metálicas o sustratos de tela, el aire atrapado en la interfaz impide la adhesión total. La evacuación por vacío antes del prensado garantiza un contacto íntimo entre el caucho y el sustrato, lo que produce uniones más fuertes y confiables.
Industrias y productos que dependen de la vulcanización al vacío
Las máquinas de vulcanización de caucho al vacío sirven a una amplia gama de industrias donde la calidad del producto de caucho afecta directamente la seguridad, la confiabilidad o el cumplimiento normativo. Los siguientes sectores representan las áreas de aplicación más importantes.
unutomotive Sealing and Gaskets
unutomotive rubber components including door seals, window channel seals, engine gaskets, and brake system diaphragms are produced with vacuum vulcanizing to ensure dimensional consistency and the absence of internal voids that could lead to leakage or premature failure. The automotive industry's zero-defect quality philosophy makes vacuum processing effectively mandatory for safety-critical sealing components supplied to major OEMs.
Aplicaciones médicas y farmacéuticas
Los componentes de caucho y silicona de grado médico, incluidos émbolos de jeringas, membranas de válvulas, mascarillas respiratorias y tubos, deben cumplir estrictos estándares de pureza e integridad estructural. La vulcanización al vacío elimina los riesgos de contaminación asociados con el aire atrapado y al mismo tiempo garantiza la suavidad de la superficie y la precisión dimensional requerida para los productos biocompatibles. Muchas normas sobre dispositivos médicos exigen implícitamente el procesamiento al vacío como parte de una buena práctica de fabricación de piezas de caucho moldeadas.
Fabricación de suelas de calzado
En la industria del calzado, las prensas de vulcanización al vacío se utilizan para producir suelas de caucho con una definición nítida de la banda de rodadura, una densidad constante y una fuerte adhesión a los materiales superiores. La función de vacío es particularmente valiosa cuando se moldean suelas de perfil grueso donde el aire atrapado en las cavidades profundas de la banda de rodadura es un desafío persistente en el prensado convencional. Las prensas de vulcanización al vacío de tipo carrusel se utilizan ampliamente en fábricas de calzado de gran volumen en toda Asia para esta aplicación.
unerospace and Defense Seals
Los sellos de caucho y las juntas tóricas utilizados en sistemas hidráulicos aeroespaciales, sistemas de combustible y controles ambientales deben cumplir tolerancias extremadamente estrictas en cuanto a dureza, deformación por compresión y uniformidad interna. La vulcanización al vacío es una práctica estándar para estos componentes porque las consecuencias de una falla del sello en servicio son graves. Las especificaciones del caucho de calidad aeroespacial a menudo exigen explícitamente el moldeo al vacío como parte del proceso de fabricación aprobado.
Factores clave a evaluar al seleccionar una máquina
Elegir la máquina vulcanizadora de caucho al vacío adecuada para una aplicación de producción específica requiere una evaluación sistemática de los requisitos del proceso, los volúmenes de producción y las consideraciones operativas a largo plazo. Dar prioridad al precio de compra más bajo sin evaluar el costo total de propiedad a menudo genera problemas de calidad recurrentes y costos de ciclo de vida más altos.
- Tamaño de platina y apertura a la luz del día: Las dimensiones de la platina de trabajo deben adaptarse al molde más grande que desee utilizar, con un margen adecuado. La abertura de luz natural (el espacio máximo entre placas abiertas) debe ser suficiente para la altura del molde más el espacio libre para retirar la pieza.
- Fuerza máxima de sujeción: Calcule la fuerza de sujeción requerida multiplicando el área proyectada de la cavidad del molde por la presión de moldeo requerida (generalmente de 5 a 20 MPa dependiendo del compuesto de caucho y la geometría de la pieza). El tonelaje nominal de la máquina debe superar holgadamente esta cifra.
- unchievable vacuum level and pump capacity: Confirme que la máquina pueda alcanzar -0,095 MPa o mejor y que la capacidad de la bomba de vacío coincida con el volumen de la cavidad del molde para que se logre el nivel de vacío objetivo dentro de un tiempo de permanencia aceptable.
- Rango de temperatura y especificación de uniformidad: Verifique que la temperatura máxima de funcionamiento cubra la temperatura de curado de su compuesto de caucho y solicite datos documentados sobre la uniformidad de la temperatura de la platina, idealmente ±2°C o mejor en toda la superficie de la platina.
- Sistema de control y registro de datos: Para una producción de calidad crítica, dé prioridad a las máquinas con registro de datos de proceso completo, gestión de recetas y registro de historial de alarmas. Estas capacidades respaldan los requisitos ISO y de los sistemas de calidad específicos de la industria y simplifican el análisis de la causa raíz cuando ocurren defectos.
- unfter-sales support and spare parts availability: Los sistemas de vacío, los componentes hidráulicos y los elementos calefactores requieren mantenimiento periódico y eventual reemplazo. Confirme que el fabricante o su agente local pueda suministrar piezas de repuesto críticas con prontitud y revise los términos de la garantía y la disponibilidad de los ingenieros de servicio in situ antes de comprometerse con un proveedor.
Prácticas de mantenimiento que protegen el rendimiento de la máquina
un vacuum rubber vulcanizing machine that is well-maintained delivers consistent quality and extended service life. Neglecting routine maintenance on vacuum and hydraulic systems in particular leads to gradual performance degradation that is often misdiagnosed as a process or material problem rather than a machine issue.
- Verifique y reemplace el aceite de la bomba de vacío en los intervalos especificados por el fabricante (generalmente cada 500 a 1000 horas de funcionamiento), ya que la contaminación del aceite reduce significativamente la eficiencia de la bomba y el nivel de vacío alcanzable.
- Inspeccione las juntas tóricas y las juntas tóricas de sellado del molde antes de cada ciclo de producción y reemplácelas inmediatamente cuando se detecte desgaste, deformación por compresión o daño, ya que incluso una fuga menor en el sello impide alcanzar el nivel de vacío objetivo.
- Verifique periódicamente la uniformidad de la temperatura de la platina mediante una medición de termopar multipunto calibrada y vuelva a calibrar los controladores de temperatura PID si las desviaciones exceden las especificaciones.
- Supervise la condición del aceite hidráulico y el estado del filtro, reemplazando los filtros y el fluido de acuerdo con el programa de mantenimiento para evitar el desgaste de la válvula y las fugas del cilindro que pueden causar inconsistencia en la fuerza de sujeción.
- Mantenga las superficies de la platina limpias y libres de acumulaciones de rebabas de caucho, ya que los residuos acumulados crean un contacto desigual con los moldes y provocan variaciones localizadas de presión y temperatura que degradan la calidad de las piezas.