Contenido
- 1 Por qué el vacío lo cambia todo en la vulcanización del caucho
- 2 El proceso de vulcanización: convencional versus vacío
- 3 Ventajas técnicas clave de la vulcanización al vacío
- 4 Tipos de máquinas vulcanizadoras de caucho al vacío
- 5 Componentes centrales del sistema
- 6 Aplicaciones industriales
- 7 Parámetros del proceso y diseño del ciclo de curado
- 8 Criterios de selección de equipos
Por qué el vacío lo cambia todo en la vulcanización del caucho
La vulcanización del caucho, el proceso de entrecruzar cadenas de polímeros utilizando calor y presión para transformar el caucho en bruto en un material elástico y duradero, se practica industrialmente desde hace más de 180 años. Sin embargo, la introducción de la tecnología de vacío en el proceso de vulcanización representa uno de los refinamientos más importantes en la fabricación moderna de caucho. un máquina de vulcanización de caucho al vacío Evacua el aire y los gases atrapados del compuesto de caucho y la cavidad del molde antes y durante el curado, eliminando la porosidad, los huecos y los defectos superficiales que la vulcanización a presión atmosférica inevitablemente produce en los componentes de precisión.
El resultado es un producto considerablemente superior: redes de enlaces cruzados más densas, propiedades mecánicas mejoradas, mejor precisión dimensional y superficies libres de defectos, todo ello fundamental en aplicaciones donde la falla de los componentes de caucho conlleva consecuencias regulatorias o de seguridad. A medida que crece la demanda de piezas de caucho de precisión en los sectores automotriz, aeroespacial, médico y electrónico, las máquinas de vulcanización al vacío han pasado de equipos especializados a herramientas industriales convencionales.
El proceso de vulcanización: convencional versus vacío
Para comprender el valor de la vulcanización al vacío, es útil examinar exactamente dónde fallan los métodos convencionales.
Moldeo por compresión o transferencia convencional
En la vulcanización por compresión o transferencia estándar, se coloca un compuesto de caucho en un molde calentado y se aplica presión para forzar el material a ingresar a la cavidad del molde. El aire atrapado dentro del compuesto o en la interfaz compuesto-molde no tiene vía de escape. A medida que aumenta la temperatura y comienza la reticulación, este aire atrapado forma microhuecos (poros, ampollas y picaduras en la superficie) que reducen la densidad, la resistencia a la tracción y la vida útil de la pieza. Para productos de consumo no críticos, esta degradación es aceptable. No lo es para sellos, diafragmas, componentes de dispositivos médicos y juntas aeroespaciales.
Vulcanización asistida por vacío
Una máquina vulcanizadora de caucho al vacío aplica un vacío controlado, generalmente en el rango de –0,08 a –0,098 MPa (aproximadamente –80 a –98 kPa manométricos) — a la cavidad del molde antes de la inyección o compresión del compuesto, y mantiene ese vacío durante las etapas iniciales de curado. Esta evacuación elimina los gases disueltos de la matriz de caucho, elimina las bolsas de aire interfaciales y reduce el punto de ebullición de la humedad dentro del compuesto, extrayéndola antes de aplicar calor. Luego, el ciclo de curado continúa bajo vacío y presión aplicada, produciendo una pieza completamente consolidada y libre de huecos.
Ventajas técnicas clave de la vulcanización al vacío
Los beneficios de rendimiento de la vulcanización al vacío se pueden cuantificar a través de múltiples métricas de calidad y proceso:
- Eliminación de porosidades y huecos. — La evacuación por vacío elimina el aire atrapado antes de que la gelificación lo fije en su lugar. Las piezas alcanzan densidades relativas que se aproximan al máximo teórico para el compuesto, lo que se traduce directamente en una mayor resistencia a la tracción, alargamiento de rotura y resistencia a la fatiga.
- Calidad superficial superior — Sin aire atrapado en la interfaz del molde y el caucho, las superficies terminadas son lisas, cosméticamente limpias y libres de picaduras. Esto es particularmente crítico para lentes de silicona de grado óptico, tubos médicos y productos de caucho para el consumidor, donde la estética afecta la calidad percibida.
- Mejor precisión dimensional — La consolidación sin huecos produce piezas que se ajustan exactamente a la geometría del molde. La contracción es más predecible y uniforme, lo que reduce la variación dimensional posterior al curado, una ventaja clave para juntas tóricas, sellos y piezas moldeadas de tolerancia estricta.
- Flujo compuesto mejorado en geometrías complejas — La aspiración por vacío ayuda al movimiento del compuesto en cortes profundos, secciones delgadas y características intrincadas del molde que la inyección a presión atmosférica tiene dificultades para llenar por completo.
- Tasas reducidas de desechos y retrabajos. — Al eliminar la causa principal de los defectos visuales y estructurales en el caucho moldeado, la vulcanización al vacío reduce significativamente las tasas de rechazo en componentes de precisión, mejorando la efectividad general del equipo (OEE) para las operaciones de moldeado de caucho.
- Compatibilidad con compuestos sensibles a la humedad. — El caucho de silicona, el EPDM y ciertos elastómeros especiales son particularmente sensibles a la humedad residual durante el curado. La desgasificación al vacío antes del calentamiento elimina eficazmente esta humedad, evitando la porosidad impulsada por el vapor en la pieza curada.
Tipos de máquinas vulcanizadoras de caucho al vacío
Los equipos de vulcanización al vacío están disponibles en varias configuraciones, cada una adaptada a diferentes escalas de producción, tipos de caucho y geometrías de piezas.
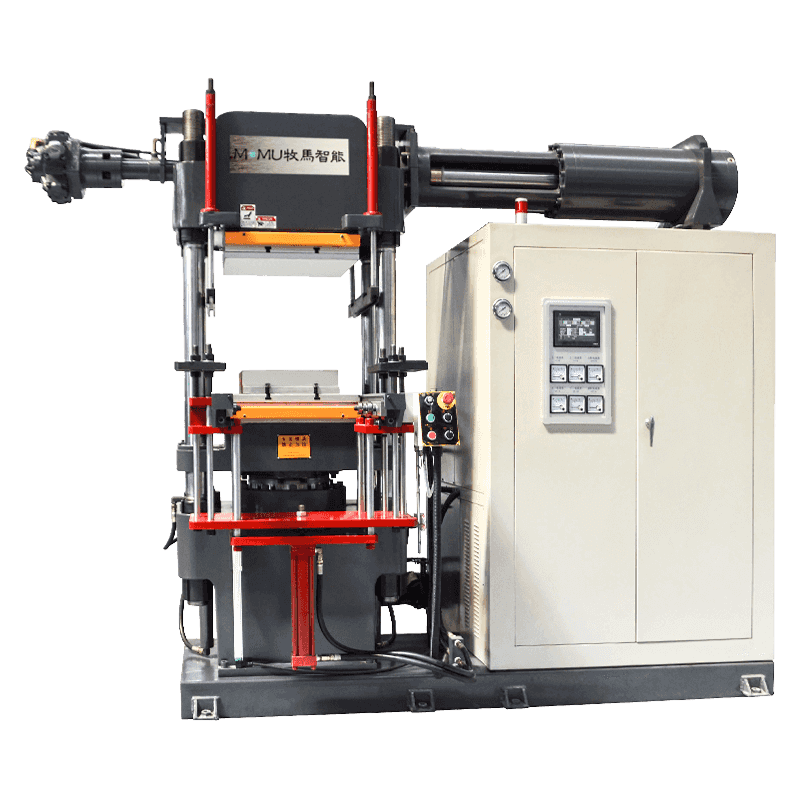
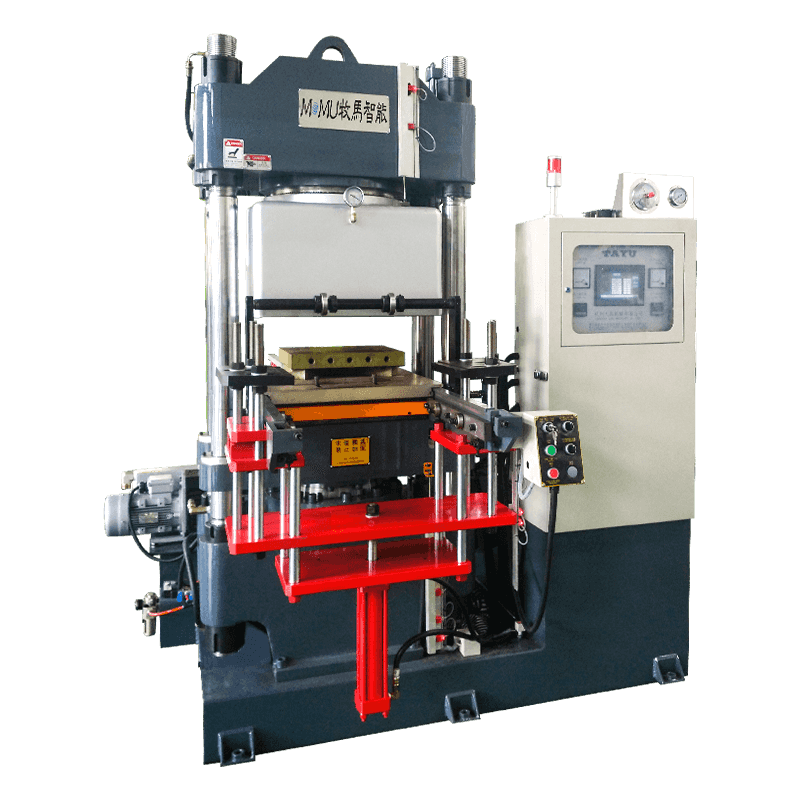
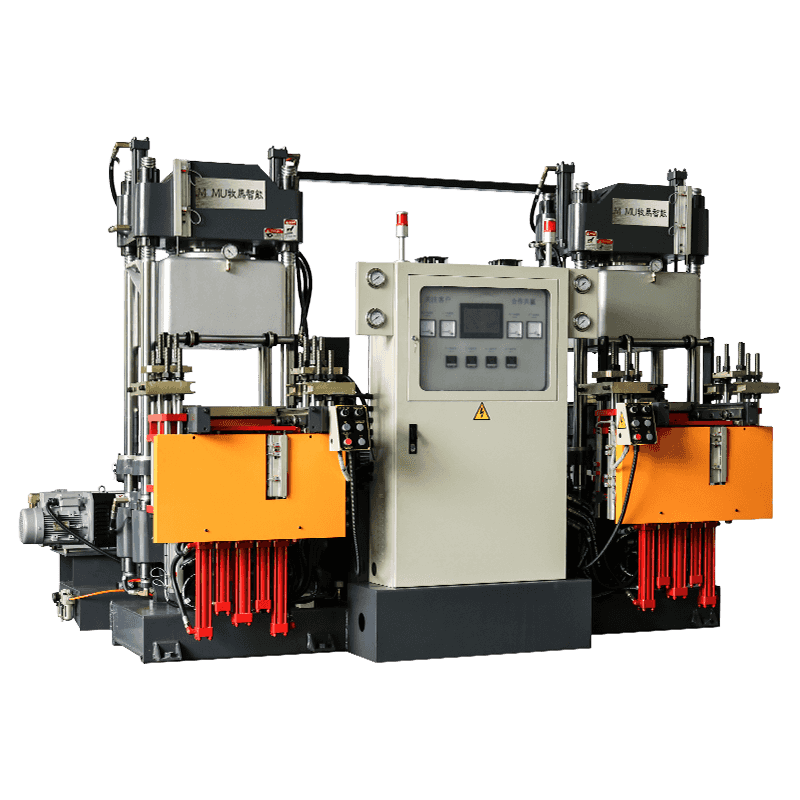
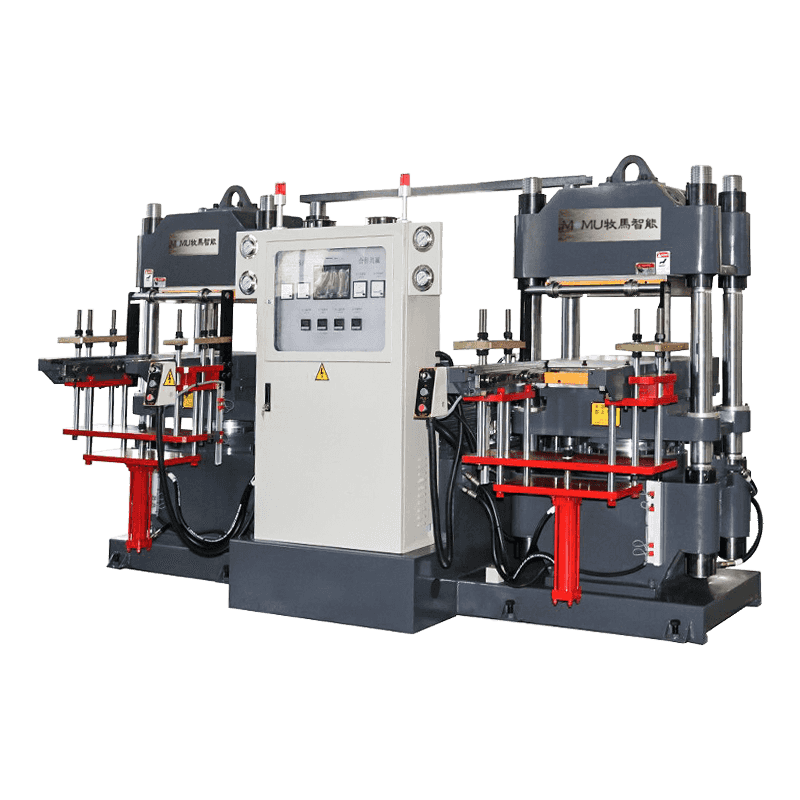
Prensa de moldeo por compresión al vacío
La configuración más utilizada en el moldeado de caucho por lotes. Una prensa hidráulica con platos calentados comprime el molde; un circuito de vacío, integrado en el molde o aplicado a través de una cámara de vacío periférica, evacua la cavidad antes y durante el cierre. Adecuado para almohadillas planas, láminas, juntas y perfiles moldeados relativamente simples. Las temperaturas de la platina generalmente oscilan entre 150°C a 200°C , con presiones hidráulicas de 10 a 200 toneladas dependiendo del tamaño de la pieza y la viscosidad del compuesto.
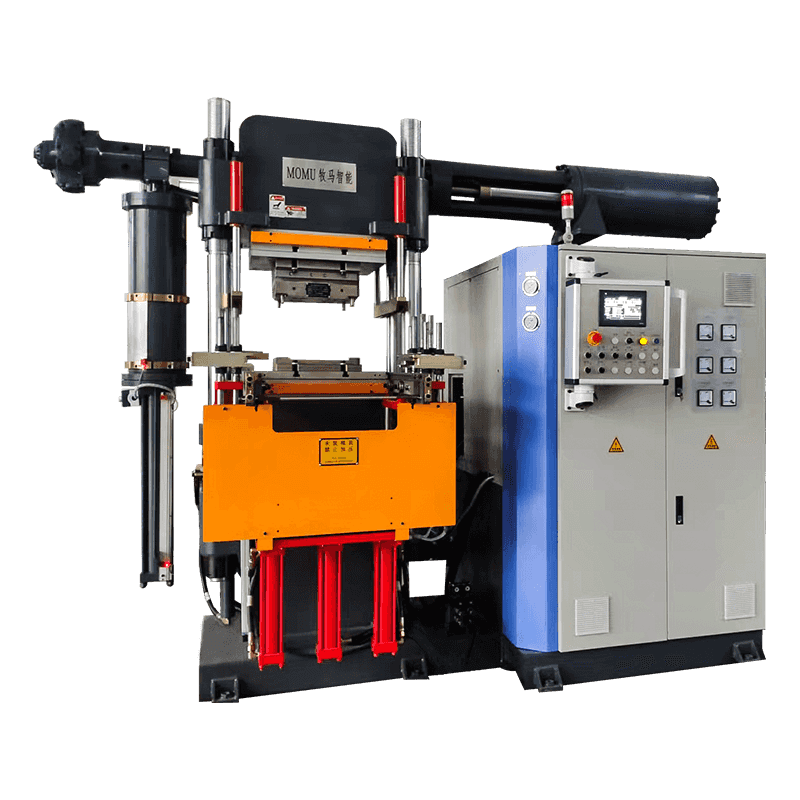
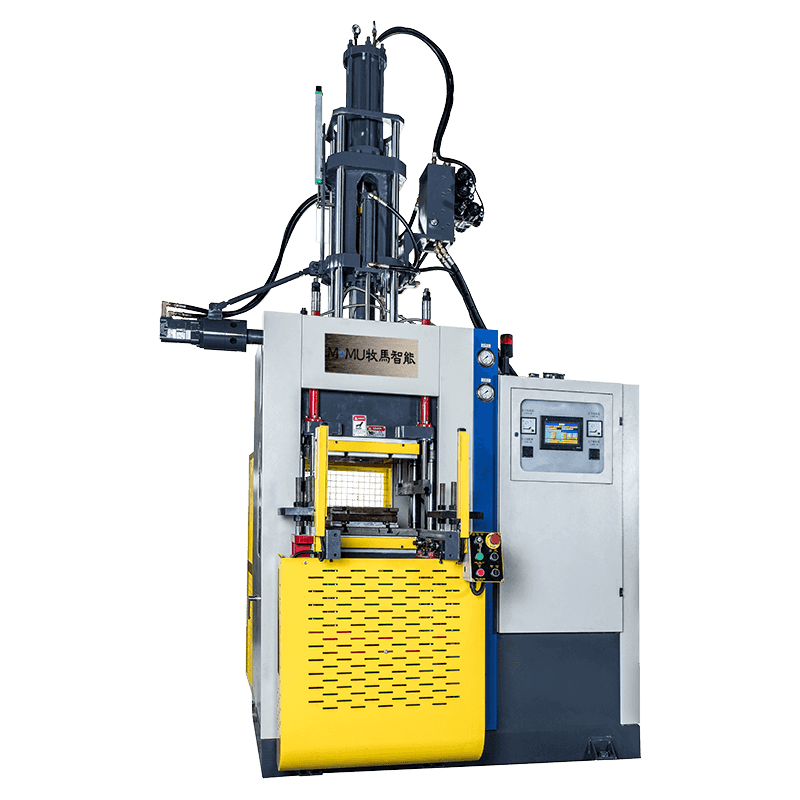
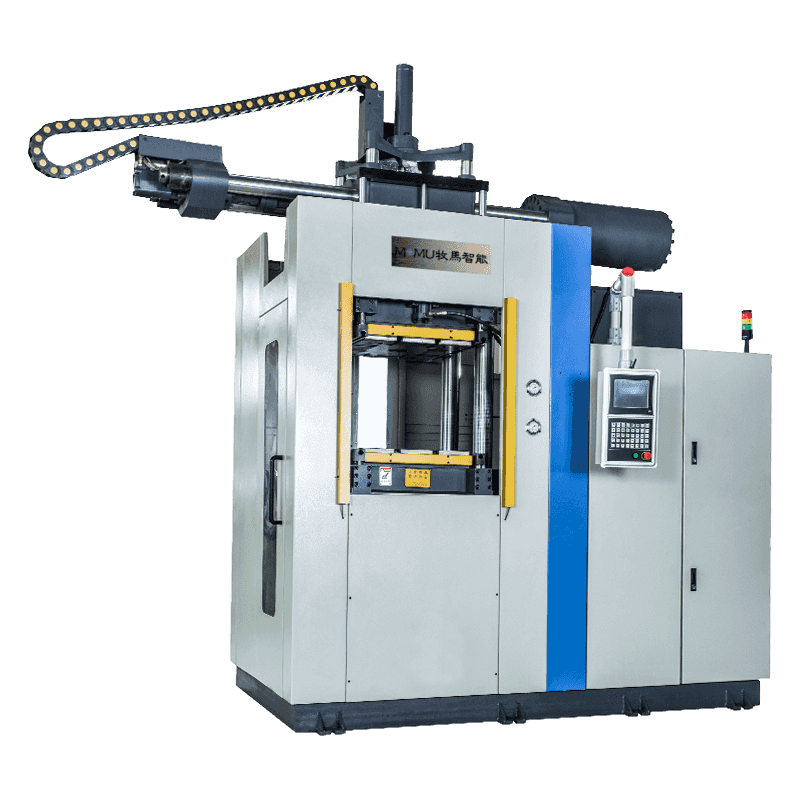
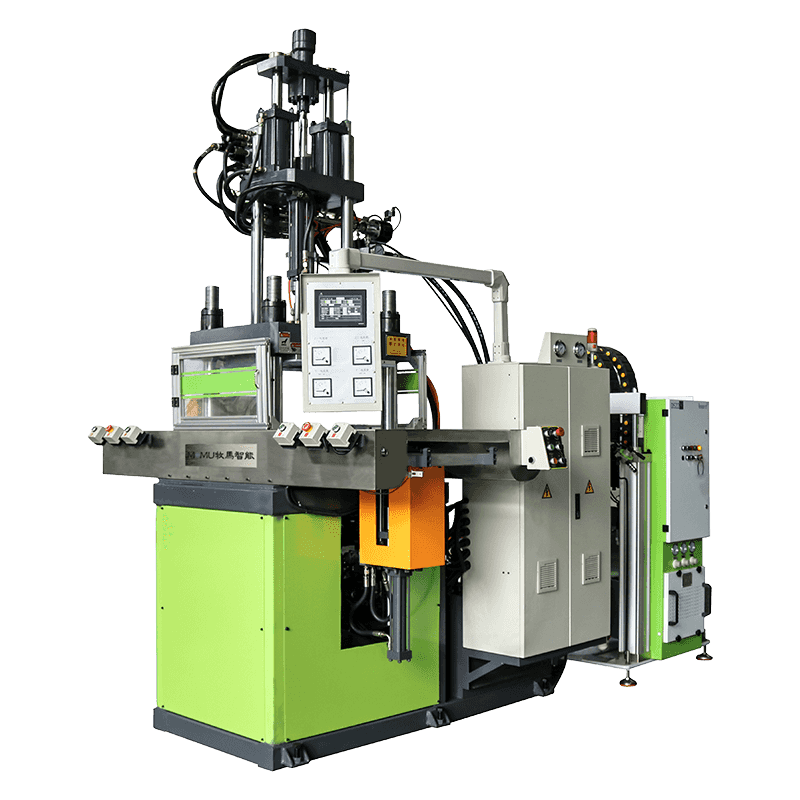
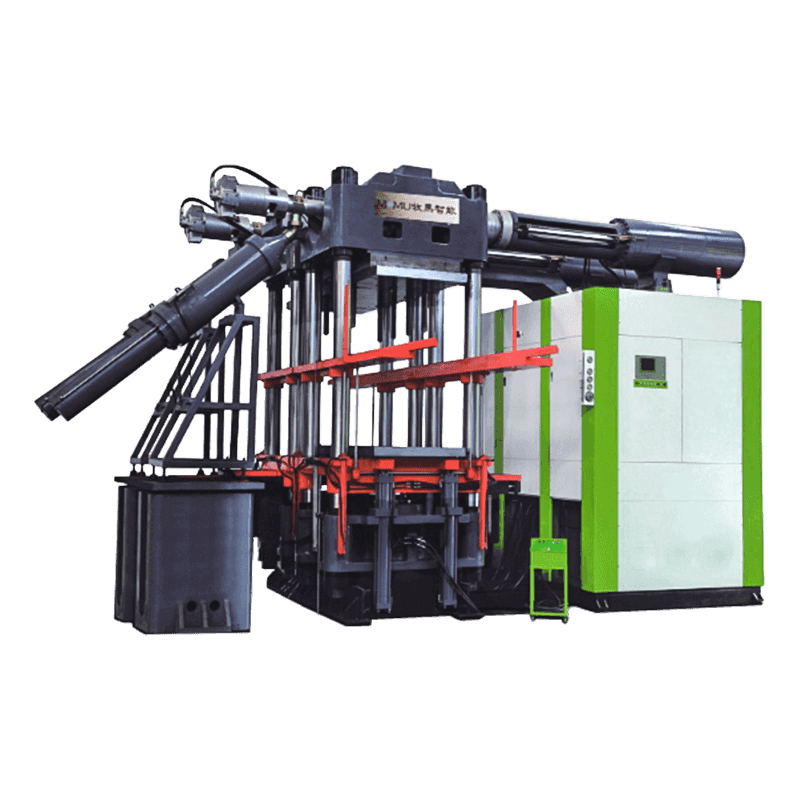
Máquina de moldeo por inyección al vacío
Combina la evacuación de la cavidad por vacío con la inyección de compuesto de caucho preplastificado bajo presión. El molde se sella y se evacua antes de que comience la inyección, luego se inyecta el compuesto en la cavidad evacuada. Esta configuración ofrece la mejor consistencia dimensional para piezas tridimensionales complejas producidas en grandes volúmenes: sellos automotrices, ojales de conectores y componentes de dispositivos médicos son aplicaciones típicas. Los tiempos de ciclo son más cortos que los del moldeo por compresión debido a la dosificación precisa del compuesto y un llenado más rápido.
Vulcanizador de autoclave al vacío
Se utiliza para piezas de caucho grandes y de forma irregular (mangueras, juntas de expansión, tuberías revestidas de caucho y conjuntos compuestos) que no pueden acomodarse en un molde de prensa convencional. La pieza se coloca en una bolsa de vacío o cámara sellada, se evacua y luego se somete a temperatura y presión elevadas (vapor o aire caliente) dentro del recipiente del autoclave. Común en aplicaciones de unión de caucho aeroespacial y grandes revestimientos de caucho industriales. Los tiempos de ciclo son más largos, pero el proceso se adapta a geometrías de piezas que ningún otro método puede manejar.
Prensa de vulcanización de placa de vacío (tipo cinta transportadora)
Diseñado específicamente para vulcanizar cintas transportadoras de caucho, láminas para pisos y productos planos anchos. Múltiples platos calentados presionan una correa o lámina alimentada continuamente mientras se aplica vacío a la zona de prensa. Común en la fabricación de cintas transportadoras y en la producción de pisos de caucho, donde el ancho puede exceder los 2000 mm y se requiere un rendimiento continuo.
Componentes centrales del sistema
Una máquina vulcanizadora de caucho al vacío integra varios subsistemas que deben trabajar en coordinación para lograr una calidad de curado constante.
| Subsistema | Función | Especificación clave |
|---|---|---|
| Sistema de bomba de vacío | Evacua la cavidad del molde hasta alcanzar la presión deseada. | Objetivo: ≤–0,095 MPa; bomba rotativa de paletas o de anillo líquido |
| Placas calefactoras/cámara | Suministre y mantenga la temperatura de curado de manera uniforme | ±1–2°C de uniformidad; calentado eléctrico o a vapor |
| Sistema de sujeción hidráulica | Aplica y mantiene la presión de cierre del molde. | Tonelaje adaptado al área de la pieza y a la viscosidad del compuesto |
| Sistema de sellado al vacío | Mantiene la integridad del vacío durante el ciclo de curado. | Juntas tóricas o laberínticas en la línea de separación del molde |
| Sistema de control PLC | Secuencia de eventos de vacío, temperatura y presión. | Perfiles de curado programables; capacidad de registro de datos |
| Controlador de temperatura del molde | Calentamiento rápido y regulación precisa de la temperatura. | controlado por PID; tiempo de respuesta <30 segundos |
Aplicaciones industriales
Las máquinas de vulcanización de caucho al vacío se utilizan allí donde la vulcanización convencional produce índices de defectos inaceptables o donde las propiedades del material deben cumplir rigurosos estándares de rendimiento.
Sistemas de sellado automotriz
Los sellos del compartimiento del motor, las juntas de puertas y ventanas, las juntas tóricas del sistema de combustible y los diafragmas del sistema de frenos se encuentran entre las aplicaciones de mayor volumen. Un vehículo de un solo pasajero contiene Más de 400 componentes de sellado de caucho individuales. , muchos de los cuales deben cumplir con estándares de cero fugas durante una vida útil de 150.000 km. El moldeo al vacío garantiza la integridad de la sección transversal libre de huecos que lo hace posible.

Equipos médicos y farmacéuticos
Los componentes de caucho de silicona para dispositivos médicos (tubos, tapones, diafragmas, elementos de bombas peristálticas y piezas implantables) requieren una ausencia absoluta de porosidad y contaminación. La vulcanización al vacío es el proceso estándar aceptado para el moldeado de silicona de grado médico, y las presentaciones regulatorias para dispositivos médicos de Clase II y III generalmente hacen referencia al procesamiento al vacío como parte del protocolo de fabricación validado.
Aeroespacial y Defensa
Los sellos de las puertas de las aeronaves, las juntas de presurización de la cabina, los elastómeros del sistema de combustible y los soportes de aislamiento de vibraciones deben cumplir con los requisitos de especificaciones AS9100 y MIL que abordan explícitamente la porosidad y la tolerancia dimensional. La vulcanización en autoclave al vacío es el método estándar para conjuntos adheridos con caucho de grado aeroespacial y componentes elastoméricos de gran formato.
Electrónica y Semiconductores
Los teclados de silicona, los contactos de elastómero conductivo, las juntas de protección EMI y las lentes de silicona de grado óptico para aplicaciones LED se benefician del moldeo al vacío. La porosidad en estos componentes provoca variación de la resistencia eléctrica, dispersión óptica y fallas mecánicas prematuras: defectos que la vulcanización al vacío elimina a nivel del proceso en lugar de depender de la inspección y clasificación posteriores.
Mangueras industriales y sistemas transportadores
Las mangueras hidráulicas de alta presión, las líneas de transferencia de productos químicos y las cintas transportadoras que funcionan en entornos abrasivos o químicamente agresivos requieren construcciones de caucho densas y sin huecos para lograr presiones de estallido y vidas útiles nominales. La vulcanización en autoclave al vacío o prensa de placa al vacío proporciona la calidad de consolidación que exigen estas aplicaciones.
Parámetros del proceso y diseño del ciclo de curado
El ciclo de curado de la vulcanización al vacío implica una serie de eventos secuenciados con precisión. Las desviaciones de la secuencia optimizada, en particular la sincronización del vacío en relación con la rampa de temperatura, afectan directamente la calidad de la pieza.
- Carga del molde y cierre inicial. — Se carga el compuesto y se cierra el molde hasta una posición "agrietada" (parcialmente cerrada) para permitir la extracción al vacío sin compresión total.
- Aplicación de vacío — La bomba de vacío evacua la cavidad del molde hasta alcanzar la presión objetivo (normalmente ≤–0,09 MPa). Esta etapa suele durar de 30 a 120 segundos, dependiendo del volumen de la cavidad y del contenido de gas compuesto. Se debe lograr el vacío antes de que comience una transferencia significativa de calor al compuesto. — el calentamiento prematuro inicia la reticulación antes de que se complete la desgasificación.
- Cierre completo del molde al vacío. — Una vez confirmado el vacío objetivo, se aplica la presión de sujeción hidráulica total. El compuesto fluye hacia la cavidad evacuada bajo una combinación de vacío y presión mecánica.
- Cura isotérmica — La temperatura del molde se mantiene a la temperatura de curado especificada (normalmente 150–180 °C para compuestos NR/SBR; 170–200 °C para silicona) durante el tiempo de curado t90 calculado: el tiempo para alcanzar el 90 % de la densidad máxima de reticulación según lo determinado por el análisis del reómetro.
- Liberación de presión y desmoldeo. — Una vez finalizado el curado, se libera la presión de sujeción, se elimina el vacío y se abre el molde para retirar la pieza. Se puede especificar la vulcanización secundaria de poscurado en un horno para ciertos compuestos de silicona y fluoroelastómeros para completar la reticulación y eliminar los subproductos del curado.
Criterios de selección de equipos
Seleccionando el derecho máquina de vulcanización al vacío para una aplicación dada requiere evaluar varios factores interdependientes. Simplificar demasiado esta decisión conduce a equipos poco especificados que no pueden alcanzar la calidad requerida o a máquinas sobredimensionadas cuyas capacidades nunca se utilizan.
- Tamaño y geometría de la pieza. — Los perfiles planos o simples se adaptan a las configuraciones de prensas de compresión; las piezas tridimensionales complejas requieren capacidad de moldeo por inyección; Las formas grandes o irregulares necesitan procesamiento en autoclave.
- Tipo de compuesto de caucho — La silicona, el EPDM, el NBR, el fluoroelastómero y el caucho natural tienen distintos requisitos de temperatura de curado, presión y sensibilidad al vacío que influyen en las especificaciones de la máquina.
- Volumen de producción — La producción en gran volumen justifica la inversión en prensas de inyección multicavidad con desmolde automatizado; Los trabajos de bajo volumen o prototipos se realizan mejor con unidades de compresión más pequeñas y flexibles.
- Profundidad de vacío y tiempo de retención — Las aplicaciones con compuestos altamente viscosos o formulaciones con alto contenido de gas requieren un vacío más profundo (más cercano a –0,098 MPa) y tiempos de retención de evacuación más prolongados antes del inicio del curado.
- Especificación de uniformidad de temperatura — Las piezas médicas y aeroespaciales de tolerancia estricta requieren una uniformidad de temperatura de la platina de ±1°C o mejor; las aplicaciones industriales generales pueden aceptar ±3–5°C.
- Requisitos de automatización y registro de datos — Las industrias reguladas (médica, aeroespacial, de contacto con alimentos) requieren un registro completo de los parámetros del proceso, trazabilidad por lote y perfiles de curado controlados por PLC que no se pueden anular manualmente durante la producción.
Una auditoría integral del proceso (que revisa la formulación de compuestos, el diseño de piezas, los requisitos de calidad y el volumen de producción) realizada antes de la adquisición del equipo evita costosos errores de especificación y garantiza que la máquina seleccionada entregue el rendimiento requerido desde la puesta en servicio en adelante.