Contenido
- 1 Por qué elegir la prensa equivocada cuesta más de lo que cree
- 2 Comprenda primero los tipos de máquinas principales
- 3 Fuerza de sujeción: el número en el que todos se centran
- 4 Especificaciones de tamaño de inyección y unidad de inyección
- 5 Compatibilidad de materiales: combine la máquina con su resina
- 6 Tamaño de platina y compatibilidad de moldes
- 7 Evaluación del sistema de control y la preparación para la automatización
- 8 Costo total de propiedad más allá del precio de etiqueta
- 9 Máquinas nuevas versus usadas: dónde están realmente las compensaciones
- 10 Tomar la decisión final
Por qué elegir la prensa equivocada cuesta más de lo que cree
Comprar una máquina de moldeo por inyección de plástico es una de las decisiones que requiere más capital que puede tomar un fabricante. Una elección equivocada no significa simplemente que una máquina tenga un rendimiento inferior: significa cuellos de botella en la producción, piezas desechadas, facturas de energía excesivas y costosas adaptaciones en el futuro. Ya sea que esté instalando una nueva instalación o ampliando una existente, un enfoque de compra estructurado basado en sus requisitos de producción reales le evitará costosas sorpresas. Esta guía lo guía a través de cada factor crítico que debe evaluar antes de firmar una orden de compra.
Comprenda primero los tipos de máquinas principales
No todos máquinas de moldeo por inyección están construidos de la misma manera. Los tres tipos principales de sistemas de propulsión (hidráulico, eléctrico e híbrido) se adaptan a diferentes entornos de producción. Conocer sus diferencias es el punto de partida para cualquier evaluación seria.
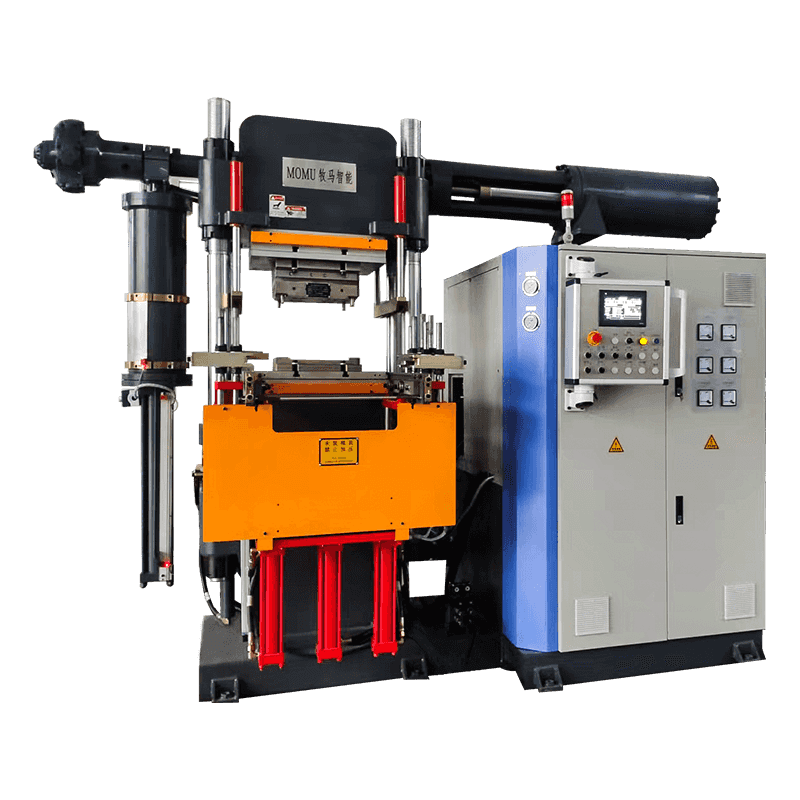
Máquinas Hidráulicas
Las prensas hidráulicas son el caballo de batalla tradicional de la industria. Ofrecen una alta fuerza de sujeción a un precio de compra relativamente más bajo, lo que los hace atractivos para aplicaciones de servicio pesado o de alto tonelaje. Sin embargo, consumen más energía y requieren más mantenimiento debido a los sistemas de aceite, sellos y bombas hidráulicas. Son ideales para piezas grandes, componentes de paredes gruesas y aplicaciones donde la repetibilidad de la precisión es secundaria a la potencia bruta.
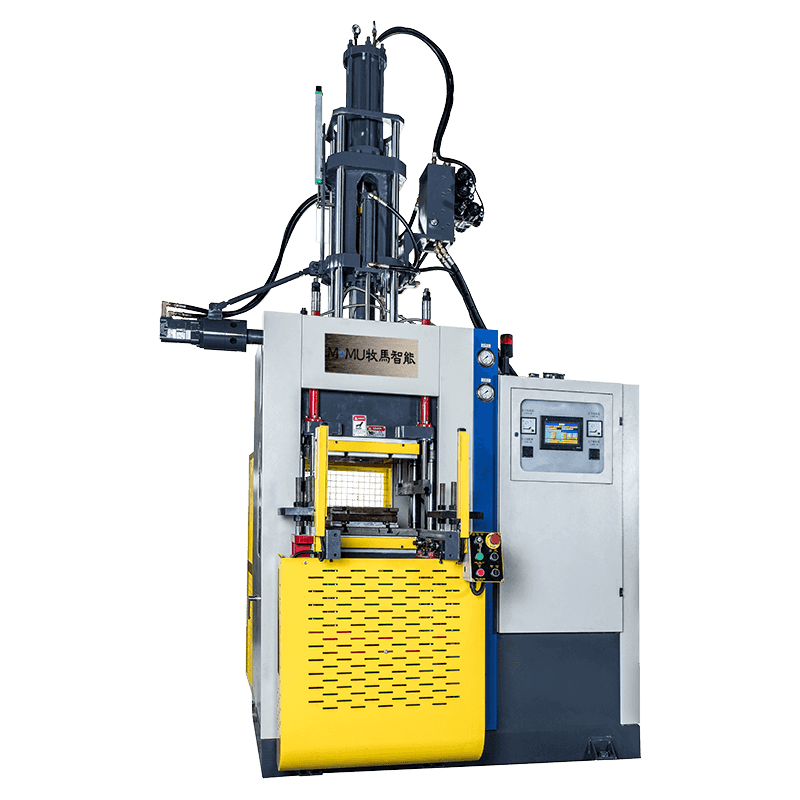
Máquinas totalmente eléctricas
Las máquinas eléctricas utilizan motores servoaccionados para cada eje de movimiento, lo que ofrece una repetibilidad excepcional, tiempos de ciclo más rápidos y un consumo de energía significativamente menor (a menudo entre un 30% y un 70% menos que los equivalentes hidráulicos). Son la opción preferida para piezas de alta precisión, componentes médicos, aplicaciones ópticas y entornos de salas blancas. El costo inicial es mayor, pero el costo total de propiedad suele ser menor en un horizonte de 10 años.
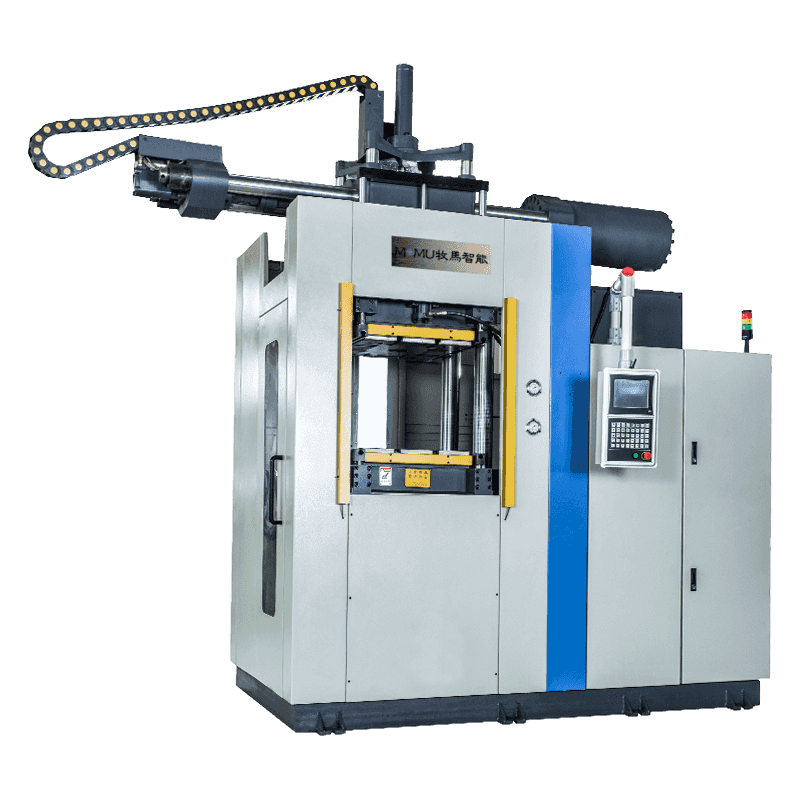
Máquinas híbridas
Las máquinas híbridas combinan una unidad de inyección servoeléctrica con un sistema de sujeción hidráulico, o viceversa. Ofrecen un equilibrio entre la potencia del sistema hidráulico y la eficiencia energética y la precisión de los accionamientos eléctricos. Son un punto intermedio práctico para los talleres que utilizan diversas geometrías y materiales de piezas.

Fuerza de sujeción: el número en el que todos se centran
La fuerza de sujeción, medida en toneladas, es la fuerza que aplica la máquina para mantener el molde cerrado durante la inyección. Seleccionar una fuerza de sujeción insuficiente provoca destellos, donde el plástico fundido se escapa de la línea de separación del molde, mientras que el sobredimensionamiento de la máquina desperdicia energía y espacio.
La regla general estándar es de 2 a 5 toneladas de fuerza de sujeción por pulgada cuadrada de área de pieza proyectada, dependiendo del material que se esté procesando. Los materiales de alta viscosidad como PC o ABS suelen exigir el extremo superior de ese rango. Para calcular el tonelaje requerido:
- Determine el área total proyectada de todas las cavidades más canales en el molde (en pulgadas cuadradas).
- Multiplique por el factor de presión de cavidad recomendado para el material (normalmente de 2 a 5 toneladas/pulg²).
- Agregue un margen de seguridad del 10 al 20 % para tener en cuenta el desgaste del molde y la variación del proceso.
Por ejemplo, una pieza con un área proyectada de 20 pulgadas² moldeada en polipropileno (un material de viscosidad relativamente baja de 2 a 3 toneladas/pulg²) requeriría aproximadamente de 40 a 60 toneladas de fuerza de sujeción, lo que le brinda un rango objetivo de 55 a 70 toneladas con el amortiguador de seguridad aplicado.
Especificaciones de tamaño de inyección y unidad de inyección
El tamaño del disparo se refiere al volumen máximo de plástico que la máquina puede inyectar en un solo ciclo. Debe coincidir con el peso de su pieza y el número de cavidades en su molde. Fundamentalmente, debe intentar utilizar entre el 20 % y el 80 % de la capacidad máxima de disparo de la máquina para cualquier tirada de producción determinada. Hacer funcionar una máquina constantemente por debajo del 20 % de su capacidad provoca la degradación del material en el barril debido al tiempo de residencia excesivo. Si se ejecuta por encima del 80%, se corre el riesgo de una variación dimensional y de relleno inconsistente.
Los parámetros adicionales de la unidad de inyección a evaluar incluyen:
- Presión de inyección: Normalmente entre 20 000 y 30 000 psi para materiales estándar; las resinas de ingeniería de mayor flujo pueden necesitar más.
- Velocidad de inyección: Se necesitan velocidades de inyección más rápidas para piezas de paredes delgadas con flujos largos.
- Relación L/D del tornillo: La relación longitud-diámetro de 20:1 es estándar; Los compuestos rellenos de fibra o abrasivos pueden requerir geometrías de tornillo especiales.
Compatibilidad de materiales: combine la máquina con su resina
La resina que utiliza dicta muchas especificaciones de la máquina. Diferentes polímeros requieren diferentes temperaturas de cilindro, diseños de tornillos, configuraciones de boquillas y niveles de resistencia a la corrosión. La siguiente tabla resume las consideraciones clave para familias de materiales comunes:
| Materiales | Rango de temperatura del barril | Requisitos especiales |
| Polipropileno (PP) | 200–280°C | Tornillo estándar, no se necesita revestimiento especial |
| Policarbonato (PC) | 280–320°C | Alta presión de inyección, secado completo |
| PVC | 160–200°C | Cilindro y tornillo resistentes a la corrosión |
| Nailon relleno de vidrio | 260–300°C | Cilindro bimetálico resistente al desgaste, tornillo ventilado |
| TPE/TPU | 180–230°C | Tornillo de baja compresión, control preciso de contrapresión |
Si su producción involucra materiales corrosivos como PVC o fluoropolímeros, invertir en un cilindro bimetálico o endurecido no es opcional; es una protección básica para su inversión en equipos.
Tamaño de platina y compatibilidad de moldes
La platina es la superficie de montaje que sostiene el molde. Antes de comprar cualquier máquina, verifique que sus moldes existentes o planificados se ajusten físicamente a las dimensiones de la platina. Las medidas clave incluyen la distancia entre las barras de unión (el espacio abierto entre las cuatro columnas guía), el espesor mínimo y máximo del molde que la máquina puede acomodar y la abertura de luz natural (distancia máxima entre las placas cuando están completamente abiertas), que debe ser lo suficientemente grande para la expulsión de la pieza.
Si está comprando una máquina antes de finalizar los diseños de sus moldes, utilice el molde más grande previsto como punto de referencia y asegúrese de que el espacio entre las barras de unión permita que se monte sin interferencias.
Evaluación del sistema de control y la preparación para la automatización
Las modernas máquinas de moldeo por inyección son sofisticados sistemas de control de procesos. La calidad del controlador determina qué tan bien se puede optimizar y repetir un proceso. Busque controladores que ofrezcan control de circuito cerrado sobre la velocidad, presión y posición de la inyección, no solo configuraciones de circuito abierto. Las máquinas con monitoreo de procesos en tiempo real y la capacidad de registrar datos de ciclos son esenciales para sistemas de gestión de calidad como ISO 13485 o IATF 16949.
También evalúe las capacidades de integración de la máquina. ¿Es compatible con interfaces de robot estándar (Euromap 67 o Euromap 12)? ¿Se puede conectar al MES o ERP de su fábrica mediante OPC-UA o protocolos similares? A medida que la automatización y la conectividad de la Industria 4.0 se conviertan en expectativas básicas, una máquina sin puertos de comunicación abiertos se convertirá rápidamente en un problema en un entorno de taller moderno.
Costo total de propiedad más allá del precio de etiqueta
El precio de compra es sólo una fracción de lo que le costará una máquina durante su vida operativa. Al comparar cotizaciones, cree un modelo de costo de propiedad total que incluya el consumo de energía, los intervalos de mantenimiento preventivo y los costos de piezas, la disponibilidad y el costo del soporte de servicio local, los requisitos de capacitación del operador y el costo del tiempo de inactividad si la máquina falla. Una máquina con un precio un 15% inferior al de la competencia puede tener el doble de consumo de energía o requerir costosas piezas patentadas que sólo están disponibles a través de proveedores extranjeros con largos plazos de entrega.
Solicite datos de consumo de energía al fabricante para su tamaño de inyección específico y escenario de tiempo de ciclo. En el caso de las máquinas totalmente eléctricas en particular, los datos energéticos validados de una fuente independiente tienen más peso que las afirmaciones de marketing. Solicite referencias de clientes existentes que ejecuten aplicaciones similares y comuníquese con ellos directamente antes de comprometerse.
Máquinas nuevas versus usadas: dónde están realmente las compensaciones
Las máquinas usadas pueden ofrecer importantes ahorros de capital, pero el perfil de riesgo es fundamentalmente diferente al de comprarlas nuevas. Una prensa hidráulica en buen estado de una marca reconocida puede brindar años de servicio confiable si se inspecciona adecuadamente. Los elementos clave que se deben verificar en cualquier máquina usada incluyen el estado del cilindro y el tornillo, el estado de los sellos hidráulicos y la bomba, la calibración y función del sistema de control y la integridad estructural de las barras de unión y las superficies de la placa.
Para aplicaciones reguladas o de alta precisión (dispositivos médicos, piezas en contacto con alimentos o componentes de seguridad automotriz), las garantías de trazabilidad y garantía de una máquina nueva a menudo superan los ahorros de costos iniciales de comprar una usada. En la producción de productos básicos de gran volumen, donde las tolerancias son más indulgentes, una máquina reacondicionada de un proveedor conocido puede ser una buena opción financiera.
Tomar la decisión final
La máquina de moldeo por inyección adecuada es aquella que se adapta a la geometría de su pieza, los requisitos de material, el volumen de producción y los estándares de calidad, no simplemente la que tiene el precio más bajo por tonelada de fuerza de sujeción. Cree sus especificaciones desde la pieza hacia afuera: comience con la resina y el tamaño de la pieza, calcule la fuerza de sujeción requerida y el tamaño del disparo, defina sus necesidades de calidad y automatización y luego evalúe las opciones de la máquina según esos requisitos. Involucre a su fabricante de moldes y a sus ingenieros de procesos desde el principio, y solicite pruebas técnicas en las máquinas candidatas utilizando su material real antes de finalizar cualquier compra. Una máquina comprada únicamente según las especificaciones es una apuesta; una máquina probada en su proceso es una inversión.