Contenido
- 1 Cómo funciona una máquina de moldeo por inyección de caucho
- 2 Componentes principales y sus funciones
- 3 Parámetros clave del proceso que todo operador debe controlar
- 4 Industrias y aplicaciones donde se utilizan estas máquinas
- 5 Comparación del moldeo por inyección de caucho con el moldeo por transferencia y compresión
- 6 Qué evaluar al seleccionar una máquina de moldeo por inyección de caucho
Cómo funciona una máquina de moldeo por inyección de caucho
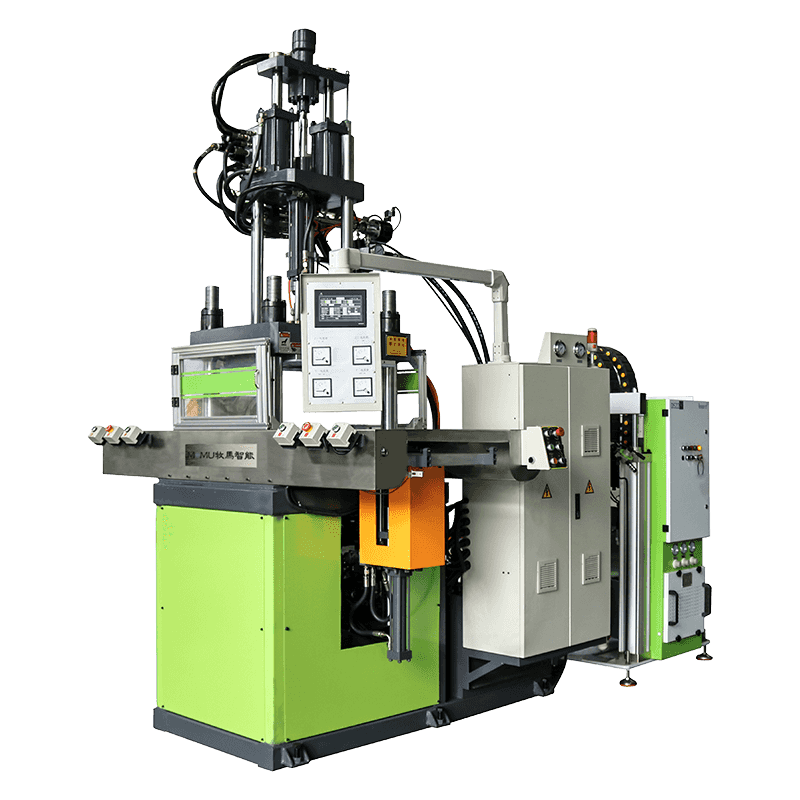
A máquina de moldeo por inyección de caucho procesa compuestos de caucho en bruto para obtener piezas terminadas con formas precisas forzando material de caucho plastificado calentado a alta presión dentro de una cavidad de molde cerrada, donde se vulcaniza (se entrecruza químicamente) en un sólido elástico estable. A diferencia del moldeo por inyección de termoplásticos, que funde y vuelve a fundir el mismo material, el moldeo por inyección de caucho se basa en una reacción de vulcanización irreversible provocada por el calor y el tiempo. Una vez que el caucho se ha curado dentro del molde, no se puede volver a fundir ni reformar, lo que significa que todos los parámetros del proceso deben ajustarse correctamente antes de que comience la producción total.
El proceso comienza cuando el compuesto de caucho se introduce en la unidad de plastificación de la máquina (generalmente un conjunto de tornillo y cilindro) donde se calienta a una temperatura de precalentamiento cuidadosamente controlada, generalmente entre 70 °C y 100 °C, que lo hace fluido sin provocar una vulcanización prematura. La rotación del tornillo homogeneiza el compuesto y genera presión de inyección. Cuando el molde se cierra y se sujeta, la unidad de inyección impulsa el caucho plastificado a través de un bebedero, guías y compuertas hacia las cavidades del molde. El molde en sí se calienta a una temperatura más alta, comúnmente entre 160 °C y 200 °C, donde el agente de vulcanización se activa y el caucho cura dentro de un tiempo de curado definido antes de que el molde se abra y la pieza sea expulsada.
Componentes principales y sus funciones
Comprender el papel funcional de cada componente principal ayuda a los operadores a diagnosticar problemas, optimizar la configuración del proceso y tomar decisiones informadas al comparar especificaciones de máquinas de diferentes fabricantes.
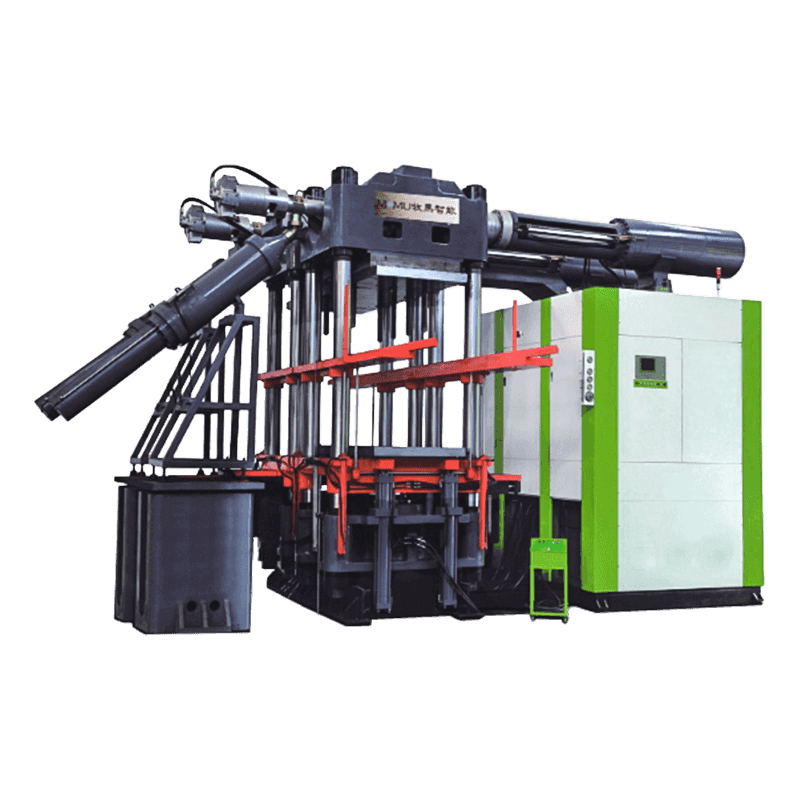
Unidad de inyección
La unidad de inyección consta de un cilindro calentado, un tornillo alternativo y una boquilla. El tornillo tiene un doble propósito: gira para plastificar y transportar el compuesto de caucho hacia adelante, luego actúa como un émbolo para inyectar el material acumulado en el molde. La geometría del tornillo para caucho difiere de la utilizada en las máquinas termoplásticas: los tornillos de caucho generalmente tienen una relación de compresión más baja y tramos menos profundos para evitar generar un calor de fricción excesivo que podría causar quemaduras, que es una vulcanización prematura dentro del cilindro antes de que el material llegue al molde.
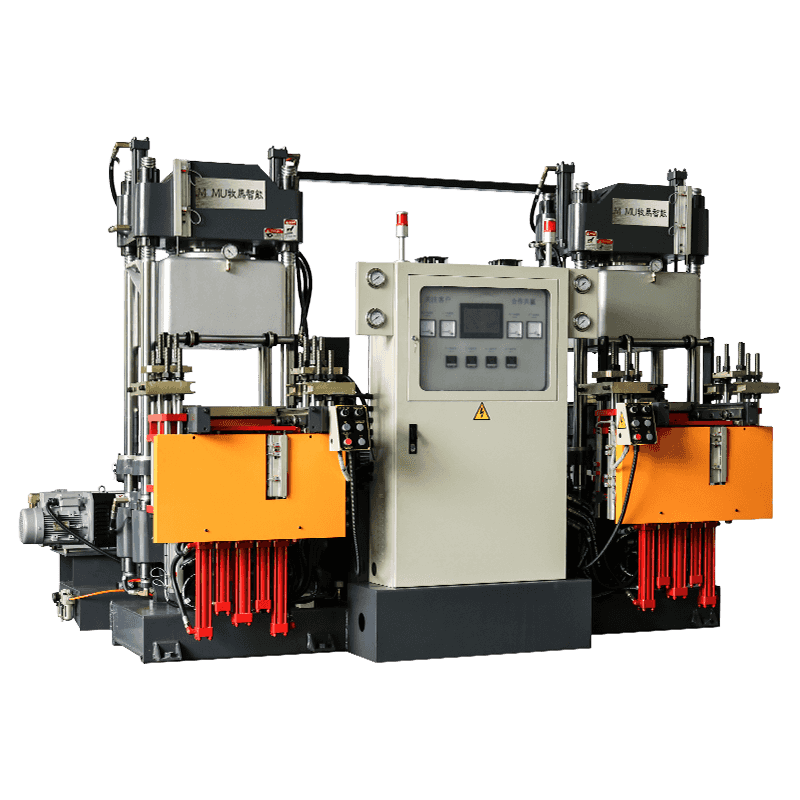
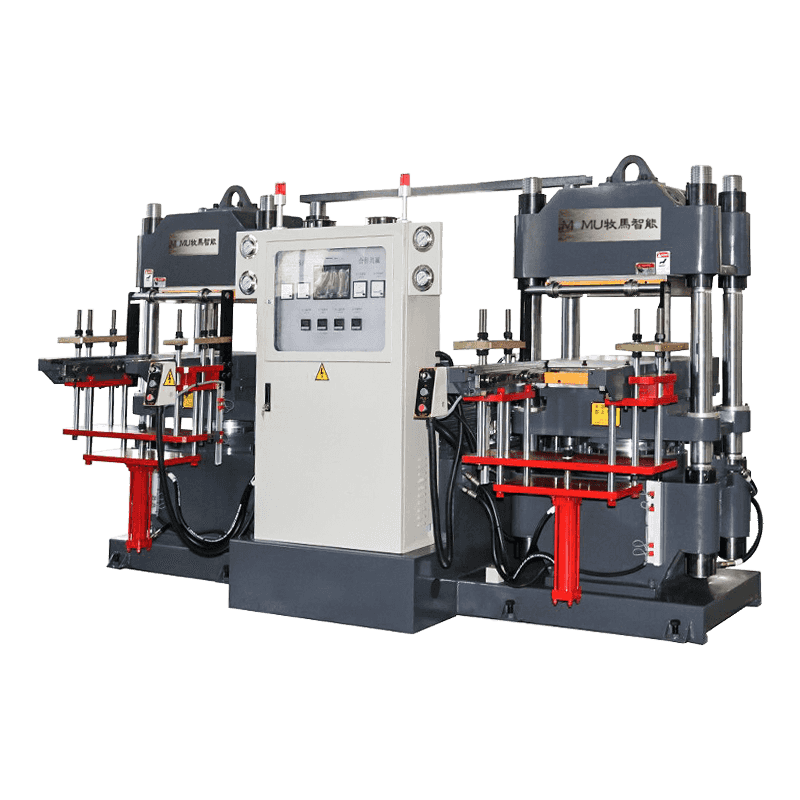
Unidad de sujeción
La unidad de cierre mantiene juntas las dos mitades del molde contra la fuerza generada por la presión de inyección. La fuerza de sujeción se mide en kilonewtons (kN) o toneladas y debe exceder el área proyectada de las cavidades del molde multiplicada por la presión de inyección. Una fuerza de sujeción insuficiente provoca rebabas (aletas delgadas de exceso de caucho en la línea de separación), lo que aumenta el costo del recorte y compromete la precisión dimensional de la pieza. La mayoría de las máquinas de inyección de caucho utilizan sistemas de sujeción hidráulicos, aunque las configuraciones hidráulicas directas y asistidas por palanca ofrecen diferentes características de velocidad y fuerza adecuadas para diferentes requisitos de producción.
Sistema de moldeo y calentamiento
El molde es el elemento de utillaje que define la geometría de la pieza terminada. Para la inyección de caucho, los moldes se calientan (más comúnmente con calentadores de cartucho eléctricos o con aceite caliente en circulación) para mantener una temperatura de vulcanización estable en toda la superficie de la cavidad. La uniformidad de la temperatura dentro del molde es fundamental: los puntos calientes causan un curado excesivo y degradan las propiedades del material, mientras que los puntos fríos provocan piezas poco curadas que fallan en servicio. Los moldes de alta calidad incluyen sensores de temperatura ubicados cerca de cada cavidad para permitir el monitoreo y la corrección en tiempo real durante la producción.
Sistema de control
Las modernas máquinas de moldeo por inyección de caucho están equipadas con sistemas de control basados en PLC o PC que permiten a los operadores programar y almacenar recetas de proceso completas que cubren zonas de temperatura del barril, perfiles de velocidad de inyección, presión de inyección, presión de retención, tiempo de curado, temperatura del molde y secuencia de expulsión. La capacidad de guardar y recuperar recetas es especialmente importante en instalaciones de múltiples productos donde las máquinas cambian regularmente entre diferentes compuestos de caucho y geometrías de piezas, cada una de las cuales requiere un conjunto distinto de parámetros.
Parámetros clave del proceso que todo operador debe controlar
La calidad de las piezas moldeadas por inyección de caucho está determinada por la precisión con la que se establecen y mantienen los parámetros del proceso durante toda la producción. Los siguientes parámetros interactúan entre sí, lo que significa que un cambio en uno a menudo requiere ajustes en otros para mantener la calidad de la pieza.
| Parámetro | Rango típico | Efecto si es demasiado bajo | Efecto si es demasiado alto |
| Temperatura del barril | 70°C – 100°C | Flujo deficiente, llenado incompleto | Quemador, cura prematura |
| Temperatura del molde | 160°C – 200°C | Partes débiles y poco curadas | Sobrecurado, degradación de la superficie |
| Presión de inyección | 80 – 200 MPa | Planos cortos, vacíos. | Destello, daño por moho |
| Tiempo de curación | 30 segundos – 10 minutos | Piezas pegajosas y poco curadas | Piezas quebradizas y demasiado curadas |
| Velocidad de inyección | Específico de la aplicación | Líneas de punto, relleno incompleto | Chorros, atrapamiento de aire |
El tiempo de curado es el parámetro con el impacto más directo en el tiempo del ciclo y, por lo tanto, en la producción. Debe determinarse mediante pruebas con reómetro del compuesto de caucho específico que se utiliza, ya que las diferentes formulaciones (caucho natural, EPDM, silicona, NBR, neopreno) tienen cada una su propia cinética de vulcanización. Intentar acortar el tiempo de curado más allá de lo que permite la química del compuesto da como resultado piezas poco curadas que pueden pasar la inspección inicial pero fallan prematuramente en servicio.
Industrias y aplicaciones donde se utilizan estas máquinas
Las máquinas de moldeo por inyección de caucho sirven a una amplia gama de industrias donde se requieren simultáneamente tolerancias dimensionales estrictas, propiedades de materiales consistentes y altos volúmenes de producción. El sector automotriz representa una gran parte de la capacidad mundial de moldeo por inyección de caucho y produce sellos, juntas, ojales, amortiguadores de vibraciones, juntas tóricas y burletes: componentes que deben funcionar de manera confiable en rangos de temperaturas extremas y una larga vida útil. Las piezas de caucho para automóviles generalmente se moldean a partir de EPDM, NBR o compuestos de silicona seleccionados por su resistencia a fluidos, temperaturas y condiciones ambientales específicas.
La industria de dispositivos médicos es otro usuario importante del moldeo por inyección de caucho, particularmente para componentes de silicona. El moldeo por inyección de caucho de silicona líquida (LSR) es una variante especializada del proceso que maneja sistemas de silicona curada con platino de dos componentes, produciendo piezas como sellos quirúrgicos, componentes de catéteres, máscaras respiratorias y componentes de dispositivos de administración de medicamentos. El moldeo LSR requiere configuraciones de máquina dedicadas con cilindros de inyección enfriados (lo opuesto al moldeo de caucho convencional) porque el material cura rápidamente a las temperaturas del molde, pero debe mantenerse frío en el cilindro para evitar una gelificación prematura.
- Automotriz: Sellos de puertas y ventanas, juntas de motor, aisladores de vibraciones, componentes de frenos, conectores de mangueras y ojales debajo del capó que requieren resistencia al calor y a los líquidos.
- Médico y farmacéutico: Tapones de silicona para viales, componentes de jeringas, sellos implantables, membranas de dispositivos respiratorios y componentes de gestión de fluidos que requieren biocompatibilidad y resistencia a la esterilización.
- Electrónica: Botones de teclado, sellos de conectores, almohadillas amortiguadoras de vibraciones y juntas de gabinete que protegen las placas de circuito de la humedad y los golpes mecánicos.
- Maquinaria industrial: Sellos hidráulicos, juntas tóricas neumáticas, componentes de cintas transportadoras, diafragmas de bombas y elementos de acoplamiento que operan bajo tensión mecánica continua.
- Bienes de consumo: Suelas de zapatos, empuñaduras, sellos de electrodomésticos de cocina, componentes de productos para bebés y piezas de artículos deportivos donde la calidad táctil y la durabilidad son importantes.
Comparación del moldeo por inyección de caucho con el moldeo por transferencia y compresión
El moldeo por inyección de caucho no es el único proceso disponible para la producción de piezas de caucho. El moldeo por transferencia y el moldeo por compresión son alternativas más antiguas y simples que siguen siendo de uso generalizado. Comprender dónde sobresale cada proceso ayuda a los fabricantes a elegir el método correcto para una geometría de pieza, un requisito de volumen y un presupuesto determinados.
El moldeo por compresión coloca un trozo de caucho sin curar previamente pesado directamente en una cavidad abierta del molde, luego cierra el molde bajo presión hidráulica y calor. Es la opción de herramientas más simple y de menor costo, pero produce mayores niveles de rebaba, menos consistencia dimensional y tiempos de ciclo más largos en comparación con la inyección. Sigue siendo práctico para piezas grandes y simples con volúmenes de producción bajos donde la justificación del costo de las herramientas importa más que la eficiencia del tiempo del ciclo. El moldeo por transferencia utiliza un recipiente y un émbolo para empujar el caucho desde un depósito a través de los orificios del bebedero hacia un molde cerrado, lo que ofrece un mejor control dimensional que la compresión, pero aún produce residuos de material del recipiente de transferencia que deben desecharse. El moldeo por inyección elimina la mayor parte de este desperdicio al inyectar solo el volumen de inyección preciso necesario, ofrece tiempos de ciclo más cortos y consistentes y produce la mayor precisión dimensional, lo que lo convierte en el proceso preferido donde los volúmenes de piezas y los requisitos de calidad justifican una mayor inversión en la máquina.

Qué evaluar al seleccionar una máquina de moldeo por inyección de caucho
Seleccionar la máquina de moldeo por inyección de caucho adecuada para una aplicación específica requiere evaluar varias especificaciones interdependientes en lugar de centrarse en un solo número, como la fuerza de sujeción o el tamaño del disparo de forma aislada.
- Fuerza de sujeción: Calcule la fuerza de sujeción requerida en función del área de la cavidad proyectada y la presión de inyección esperada. Incluya siempre un margen de seguridad de al menos un 10 % a un 15 % por encima del mínimo calculado para tener en cuenta la variabilidad del proceso.
- Volumen de disparo y diámetro del tornillo: La capacidad de disparo de la máquina debe acomodar cómodamente el peso de la pieza más el peso del sistema de rodadura sin exceder el 80% del volumen máximo de disparo, lo que garantiza una homogeneización constante del material en cada ciclo.
- Seguridad contra quemaduras: Evalúe el diseño del cilindro de la máquina y la precisión del control de temperatura. Las máquinas destinadas a compuestos sensibles al calor o de curado rápido necesitan un control de temperatura del cilindro estrechamente zonificado y diseños de tornillos con un tiempo de residencia corto para evitar quemaduras.
- Tamaño de la platina del molde y luz diurna: Confirme que las dimensiones de la platina de la máquina y la distancia máxima de apertura del molde (luz del día) sean compatibles con las dimensiones del molde y la altura de la pieza en el momento de la expulsión.
- Capacidad del sistema de control: Para instalaciones con múltiples productos, dé prioridad a las máquinas con almacenamiento de recetas, registro de datos de proceso y capacidad de monitoreo remoto para respaldar la trazabilidad de la calidad y reducir el tiempo de configuración entre trabajos.