Contenido
- 1 ¿Qué es una máquina de sujeción de moldes de silicona líquida y por qué es importante?
- 2 Componentes principales y cómo funciona el sistema de sujeción
- 3 Especificaciones técnicas clave a evaluar al seleccionar una máquina
- 4 Sujeción hidráulica, de palanca o totalmente eléctrica: elección de la transmisión adecuada
- 5 Industrias y aplicaciones que dependen de las máquinas de sujeción LSR
- 6 Parámetros del proceso que afectan directamente el rendimiento de sujeción y la calidad de las piezas
- 7 Mantenimiento y longevidad: protegiendo la inversión en su máquina
¿Qué es una máquina de sujeción de moldes de silicona líquida y por qué es importante?
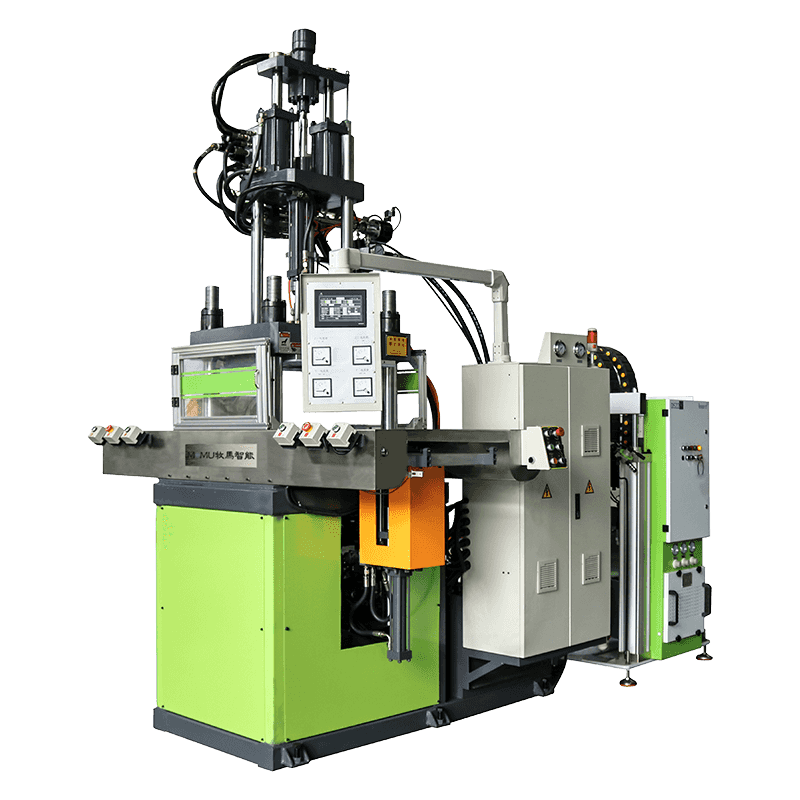
un máquina de sujeción de moldes de silicona líquida — comúnmente conocida como máquina de moldeo por inyección LSR (caucho de silicona líquida) con sistema de sujeción integrado, es un equipo de fabricación especializado diseñado para procesar caucho de silicona líquida de dos componentes en piezas moldeadas con precisión. A diferencia de las máquinas de moldeo por inyección de termoplásticos convencionales, las máquinas LSR deben manipular un material que se introduce en frío en una cavidad de molde calentada, donde sufre una reacción de vulcanización (curado) en lugar de una solidificación basada en enfriamiento. La unidad de sujeción desempeña un papel fundamental en este proceso al mantener una fuerza de cierre del molde precisa y constante durante los ciclos de inyección, llenado y curado, evitando la rebaba, garantizando la precisión dimensional y protegiendo el molde de los daños causados por la presión de inyección interna.
La importancia del sistema de sujeción se amplifica en el procesamiento de silicona líquida porque el LSR tiene una viscosidad extremadamente baja en comparación con los termoplásticos, a menudo en el rango de 100.000 a 300.000 mPa·s antes del curado. Esta baja viscosidad significa que el material fluye fácilmente hacia los espacios más pequeños entre las superficies de separación del molde, lo que hace que incluso las deficiencias menores en la fuerza de sujeción sean instantáneamente visibles como defectos de rebaba en la superficie de la pieza. Una máquina de sujeción correctamente especificada y calibrada elimina este riesgo y al mismo tiempo permite configuraciones de herramientas de alta cavidad que maximizan la eficiencia de la producción.
Componentes principales y cómo funciona el sistema de sujeción
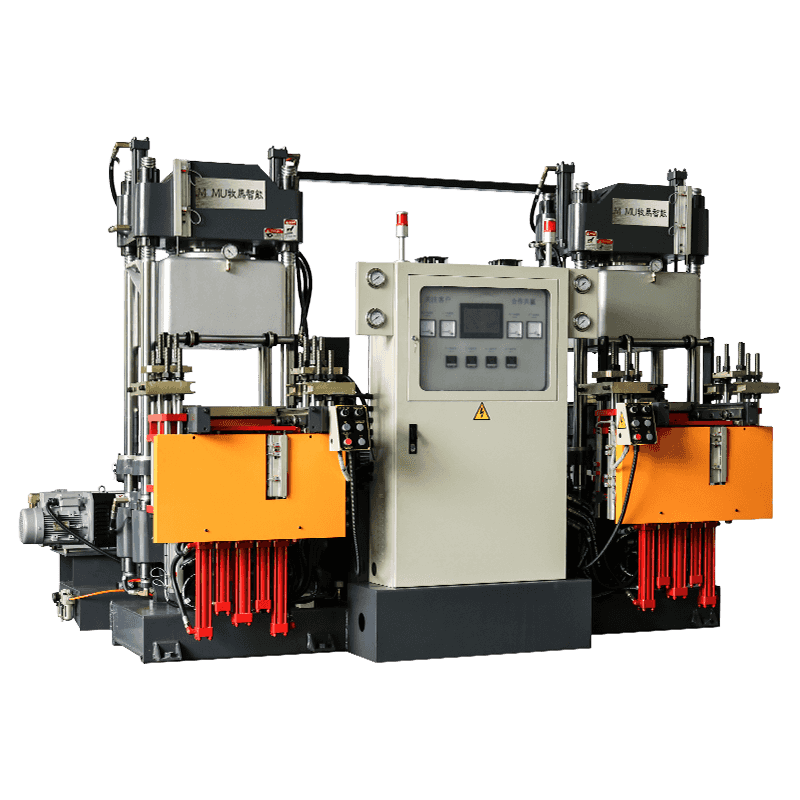
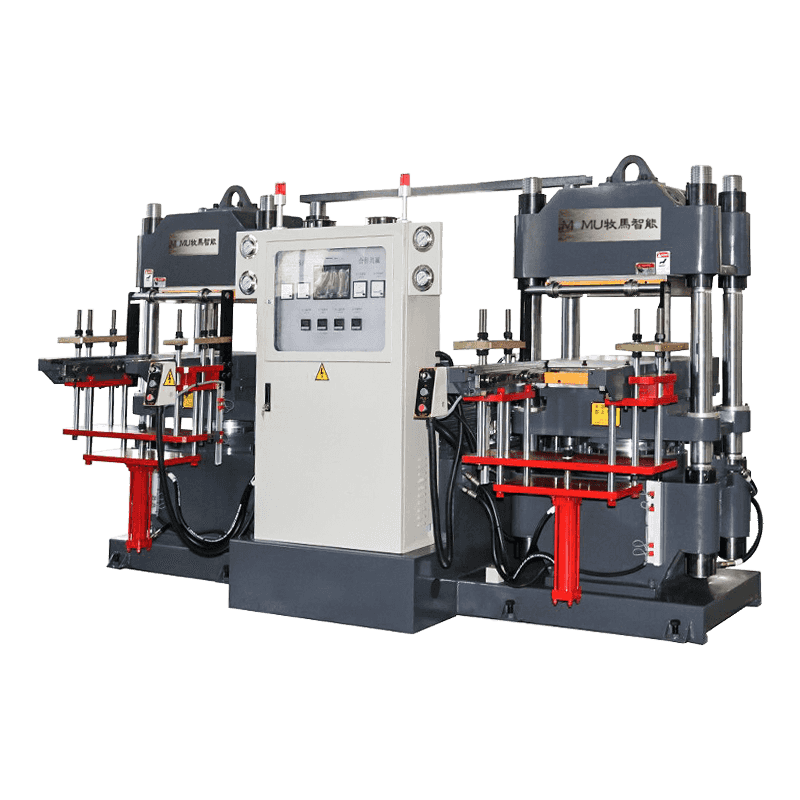
Comprender la arquitectura de una máquina de sujeción de moldes de silicona líquida ayuda a los fabricantes a tomar decisiones operativas y de compra informadas. La máquina se compone de dos subsistemas integrados: la unidad de inyección, que dosifica, mezcla e inyecta el LSR de dos componentes, y la unidad de cierre, que abre, cierra y bloquea el molde bajo una fuerza controlada. Para aplicaciones de silicona líquida, ambos subsistemas deben cumplir estándares significativamente más exigentes que los de las máquinas termoplásticas estándar.
La unidad de sujeción
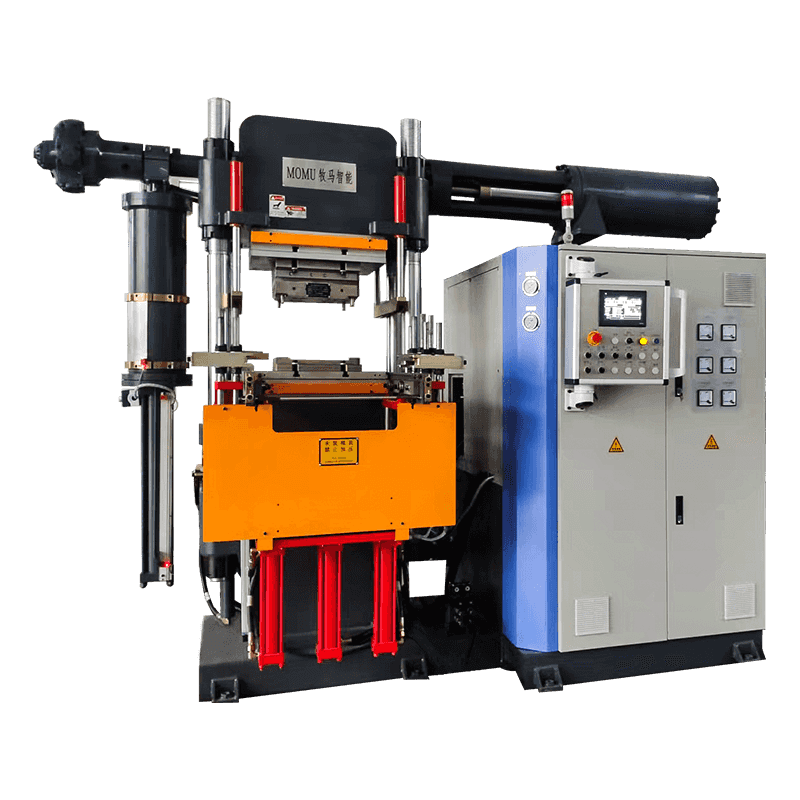
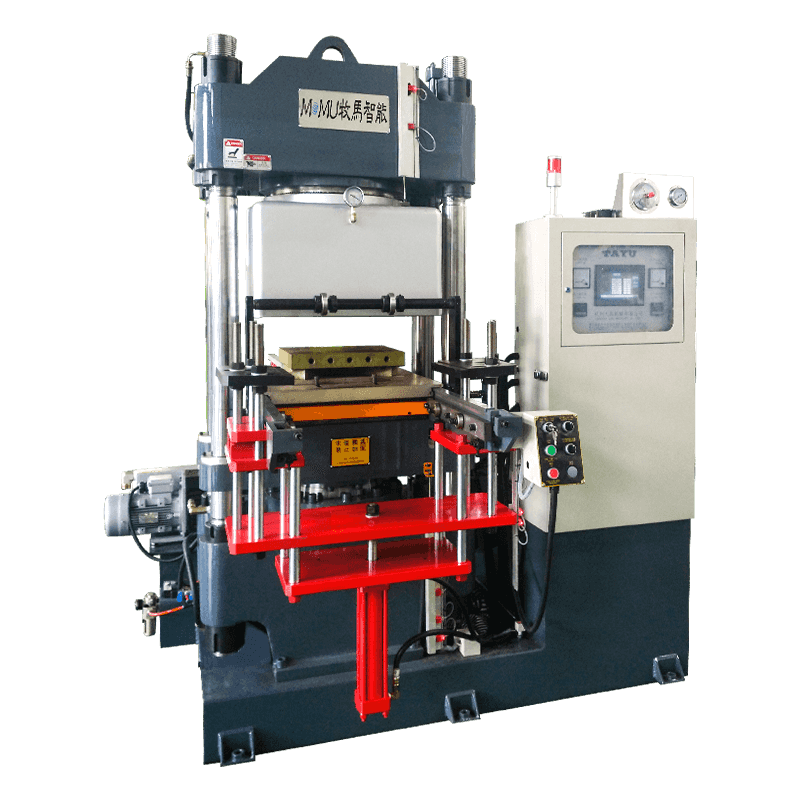
La unidad de sujeción consta de una placa estacionaria, una placa móvil, barras de sujeción (o un marco sin barras en algunos diseños) y el actuador de sujeción, que puede ser hidráulico, mecánico de palanca o servoeléctrico según el diseño de la máquina. La platina móvil se desplaza a lo largo de las barras de unión o guías del marco para abrir y cerrar el molde. Una vez que el molde está completamente cerrado, el actuador de sujeción aplica la fuerza de sujeción nominal, medida en kilonewtons (kN) o toneladas, para bloquear las mitades del molde contra la presión de inyección que actúa para separarlas durante el llenado del material.
Para el procesamiento de LSR, la unidad de sujeción también debe acomodar un molde calentado (normalmente mantenido entre 170 y 220 °C) mientras el sistema de inyección permanece frío (entre 5 y 15 °C). Este contraste térmico significa que el marco de la máquina y el diseño de la platina deben tener en cuenta la expansión térmica diferencial para mantener el paralelismo y la distribución consistente de la fuerza de sujeción en toda la cara del molde, algo fundamental para lograr piezas uniformes y sin rebabas en herramientas de múltiples cavidades.
La unidad de inyección y dosificación
La unidad de inyección para máquinas LSR se diferencia fundamentalmente de las unidades termoplásticas. Consiste en un sistema de bombeo y dosificación de dos componentes, generalmente una proporción volumétrica de 1:1 del componente A (el polímero base) y el componente B (el reticulante/catalizador), combinados en un mezclador estático o dinámico antes de ingresar al cilindro frío y al tornillo de inyección. Se pueden integrar sistemas de dosificación de pigmentos en línea para piezas LSR coloreadas. El tornillo de inyección se enfría para evitar la vulcanización prematura en el cañón y la boquilla incorpora una válvula de cierre de aguja para evitar el babeo entre disparos.
Especificaciones técnicas clave a evaluar al seleccionar una máquina
La selección de una máquina de sujeción de moldes de silicona líquida requiere una evaluación cuidadosa de varios parámetros técnicos interdependientes. Subestimar cualquier especificación en relación con sus requisitos de producción y herramientas puede resultar en problemas de calidad persistentes o daños a la máquina. La siguiente tabla resume las especificaciones más críticas y su importancia práctica:
| Especificación | Rango típico | Por qué es importante |
| Fuerza de sujeción | 50 – 4.000 kN | Debe exceder la presión de la cavidad proyectada para evitar que se produzca rebaba. |
| Tamaño de la platina | 200×200 mm – 1000×1000 mm | Determina las dimensiones máximas de la base del molde. |
| Apertura a la luz del día | 200 – 800 milímetros | Debe adaptarse a la altura del molde más la carrera de desmoldeo. |
| Volumen de inyección | 2 – 3.000 cm³ | Debe coincidir con el peso total del disparo, incluidos los corredores. |
| Precisión de medición | ±0,5% o mejor | Garantiza una relación A:B constante y uniformidad de curado. |
| Control de temperatura del molde | Hasta 250°C | Controla la velocidad de curado y la calidad de las piezas. |
| Temperatura del barril/boquilla | 5 – 20°C (enfriado) | Previene la vulcanización prematura en el sistema de alimentación. |
| Tipo de accionamiento de sujeción | Hidráulico / Palanca / Servoeléctrico | unffects precision, energy use, and maintenance demands |
Sujeción hidráulica, de palanca o totalmente eléctrica: elección de la transmisión adecuada
La elección del tipo de accionamiento de sujeción es una de las decisiones más importantes a la hora de especificar una máquina de sujeción de moldes de silicona líquida. Cada tecnología de accionamiento ofrece un conjunto distinto de compensaciones en términos de consistencia de fuerza, eficiencia energética, precisión y requisitos de mantenimiento, todo lo cual tiene implicaciones significativas específicamente para el procesamiento de LSR.
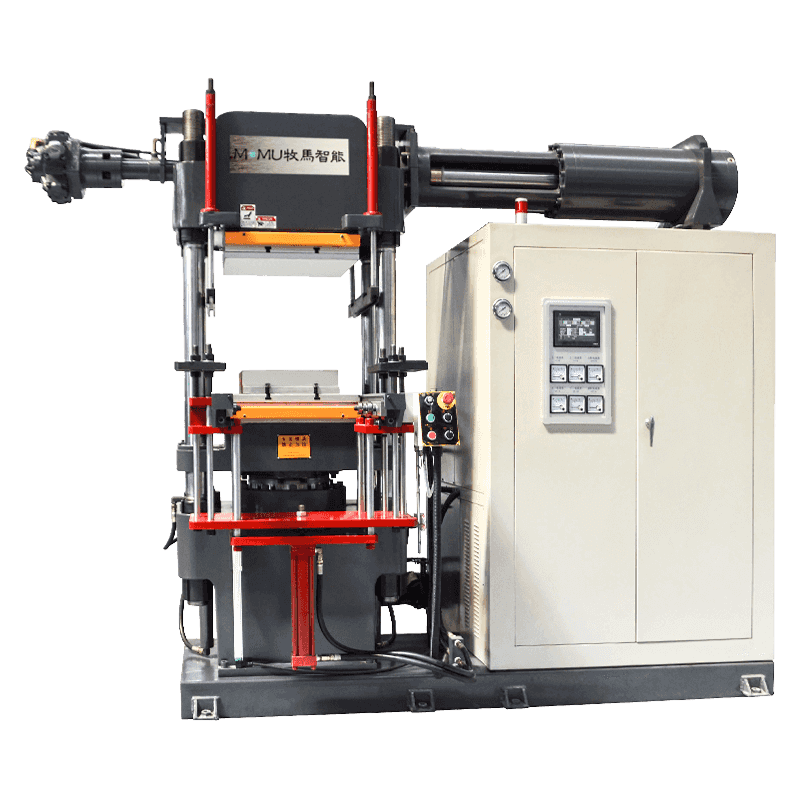
Sujeción hidráulica
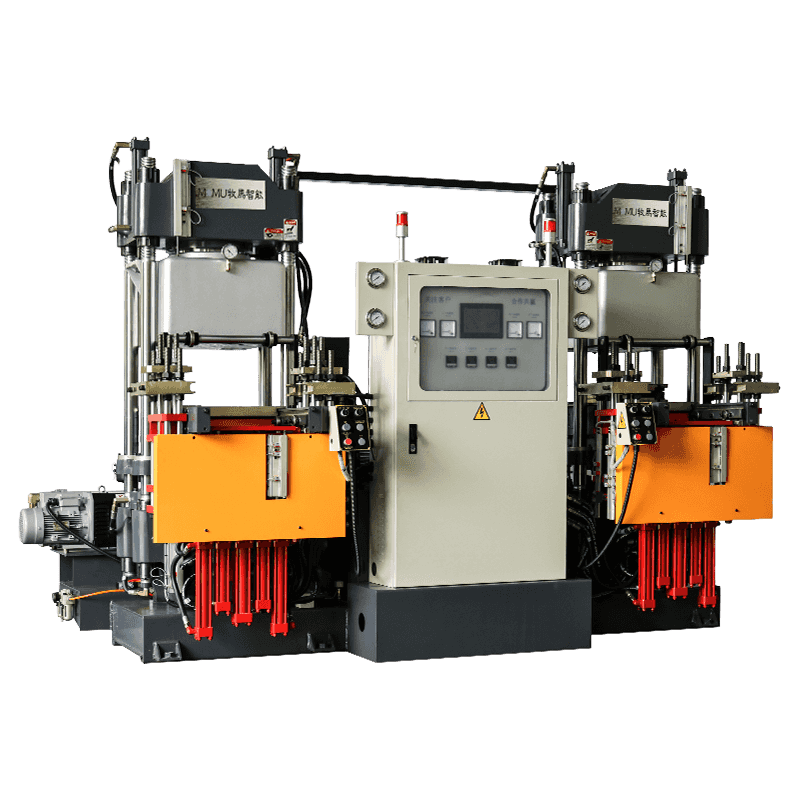
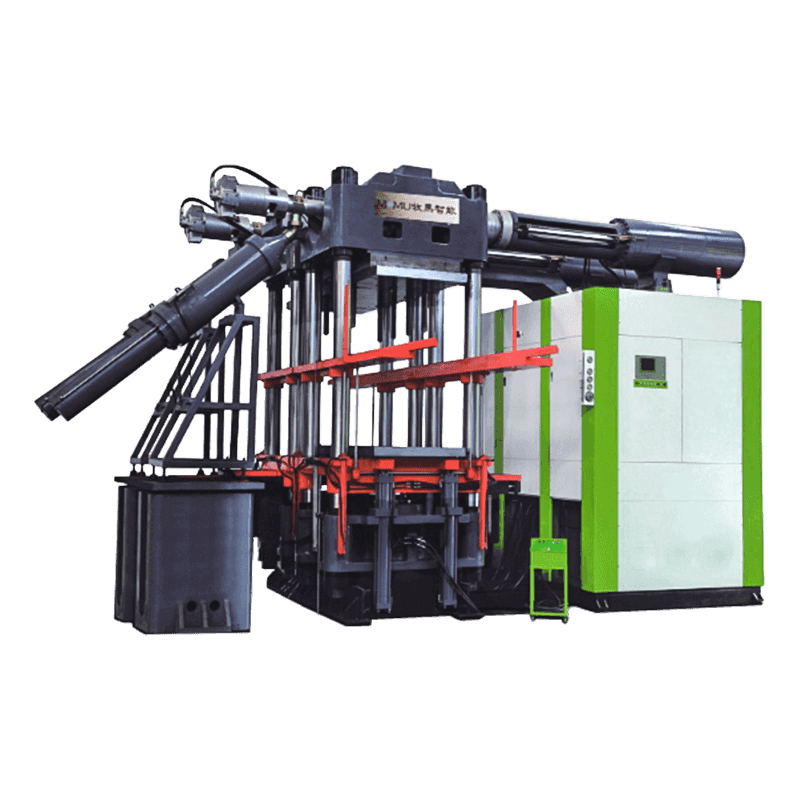
Los sistemas de sujeción hidráulicos utilizan aceite presurizado para accionar el cilindro de sujeción directamente. Ofrecen altas fuerzas de sujeción en bastidores de máquinas compactos, lo que los hace muy adecuados para máquinas LSR de gran tonelaje que producen piezas de gran tamaño, como sellos de automóviles, juntas o carcasas de dispositivos médicos de gran tamaño. Los sistemas hidráulicos proporcionan una aplicación de fuerza suave y continua y son relativamente tolerantes a la desalineación del molde. Sin embargo, consumen energía continuamente para mantener la presión hidráulica, generan calor que debe gestionarse y requieren mantenimiento regular del fluido hidráulico e inspecciones de sellos para evitar la contaminación, una preocupación en la producción de LSR en salas blancas para aplicaciones médicas o de contacto con alimentos.
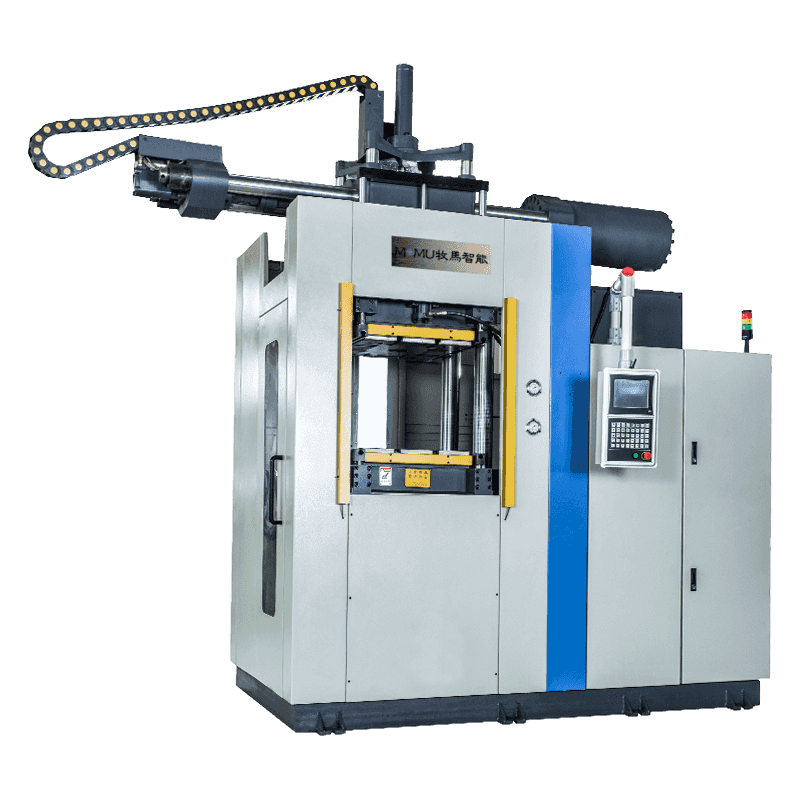
Sujeción de palanca
Los mecanismos de palanca utilizan un sistema de enlace mecánico impulsado por un actuador hidráulico o servo para multiplicar la fuerza geométricamente a medida que las palancas se acercan a su posición completamente extendida (bloqueada). Este diseño proporciona una fuerza de sujeción muy alta al final de la carrera con un esfuerzo del actuador comparativamente bajo, lo que lo hace energéticamente eficiente para aplicaciones de ciclo alto. Las máquinas de palanca se utilizan ampliamente en la producción de LSR de tamaño mediano a grande y ofrecen tiempos de ciclo de secado rápidos. La principal limitación es que la fuerza de sujeción es sensible a la altura del molde; los ajustes deben realizarse con precisión cuando se cambian los moldes para garantizar que la palanca alcance la extensión completa en el punto correcto de cierre del molde, lo que requiere procedimientos de configuración cuidadosos.
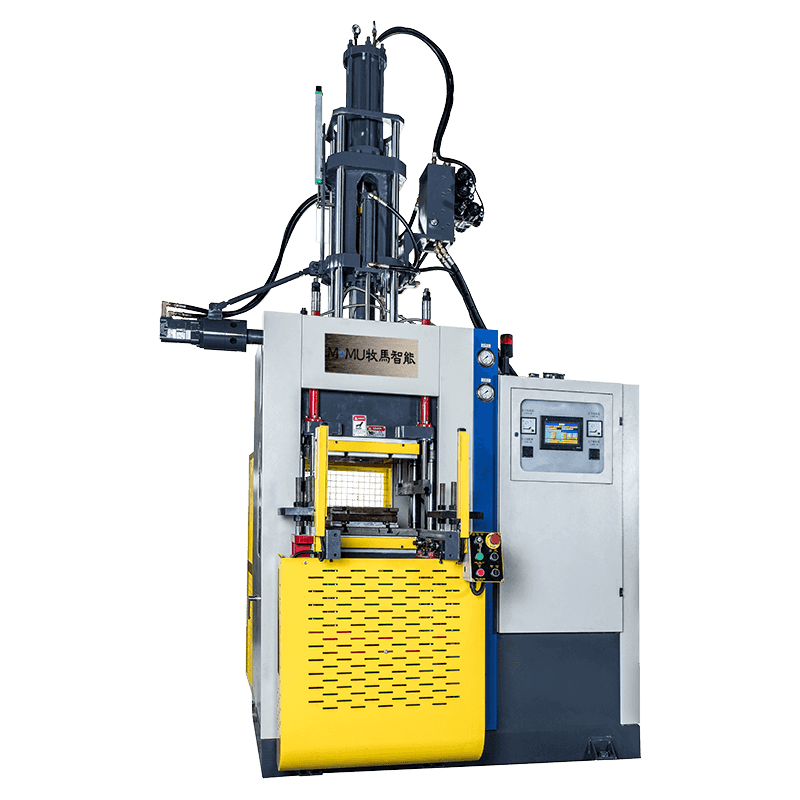
unll-Electric (Servo-Electric) Clamping
unll-electric clamping machines use servo motors driving ball screw mechanisms to open, close, and apply clamping force. This technology delivers the highest levels of repeatability and positional precision — critical for tight-tolerance LSR parts used in medical devices, optical components, and micro-molding applications. All-electric machines consume energy only when in motion, generate no hydraulic heat, and produce no risk of oil contamination, making them the preferred choice for ISO Class cleanroom environments. Their higher initial purchase price is typically offset over time through lower operating costs, reduced maintenance, and superior process consistency.

Industrias y aplicaciones que dependen de las máquinas de sujeción LSR
Las máquinas de sujeción de moldes de silicona líquida sirven a una gama notablemente diversa de industrias, impulsadas por la combinación única de biocompatibilidad, estabilidad térmica, aislamiento eléctrico y durabilidad de LSR. Comprender qué industrias dependen más de esta tecnología ayuda a contextualizar los requisitos de rendimiento de las máquinas que más importan en cada sector.
- Dispositivos médicos y atención sanitaria: LSR cumple con las normas de la FDA, se puede esterilizar en autoclave y es biocompatible, lo que lo hace indispensable para producir mascarillas respiratorias, componentes de catéteres, membranas de válvulas, sellos de jeringas, puntas para audífonos y empuñaduras de instrumentos quirúrgicos. Las máquinas utilizadas en este sector deben cumplir con los estándares de compatibilidad con salas blancas y proporcionar una trazabilidad completa de los parámetros del proceso.
- unutomotive: Los sistemas de sellado, casquillos de bujías, juntas de conectores y carcasas de sensores fabricados con LSR requieren una producción de gran volumen con tolerancias dimensionales estrictas. Las herramientas de canal caliente de múltiples cavidades que se ejecutan en máquinas de sujeción de gran tonelaje son estándar en las instalaciones de proveedores automotrices de primer nivel.
- Productos para bebés y bebés: Las tetinas para biberones, chupetes, mordedores y accesorios de alimentación se producen a partir de LSR de calidad alimentaria en máquinas validadas para cumplir con estándares de seguridad como FDA 21 CFR y EU 10/2011 para materiales en contacto con alimentos.
- Electrónica de consumo: Sellos impermeables para teléfonos inteligentes, relojes inteligentes y auriculares; membranas de interruptor de teclado; y los componentes de los dispositivos portátiles que entran en contacto con la piel se fabrican cada vez más a partir de LSR debido a su durabilidad y propiedades táctiles.
- Sellado industrial y control de fluidos: Las juntas tóricas, los diafragmas y las juntas personalizadas para bombas, válvulas y equipos de procesamiento químico se benefician de la resistencia del LSR a temperaturas extremas (-60 °C a 230 °C), radiación UV y productos químicos agresivos.
Parámetros del proceso que afectan directamente el rendimiento de sujeción y la calidad de las piezas
Incluso la máquina de sujeción de moldes de silicona líquida especificada con mayor precisión producirá piezas defectuosas si los parámetros del proceso no se establecen y mantienen correctamente. El moldeado LSR es sensible a un conjunto de variables interrelacionadas que los operadores e ingenieros de procesos deben monitorear y optimizar continuamente.
- Fuerza de sujeción versus área de cavidad proyectada: Calcule la fuerza de sujeción requerida multiplicando el área total proyectada de todas las cavidades y canales (en cm²) por la presión de inyección promedio (en kN/cm²). Aplique un factor de seguridad de 1,2 a 1,5 para tener en cuenta los picos de presión durante el llenado. Una fuerza de sujeción insuficiente produce rebabas; una fuerza excesiva puede dañar las superficies de separación del molde con el tiempo.
- Uniformidad de la temperatura del molde: El calentamiento desigual del molde provoca velocidades de curado variables en toda la cavidad, lo que produce piezas con dureza, acabado superficial o precisión dimensional inconsistentes. Valide la uniformidad de la temperatura en toda la cara del molde mediante imágenes térmicas antes de comprometerse con la producción.
- Velocidad y presión de inyección: La baja viscosidad del LSR significa que llena las cavidades rápidamente. La velocidad de inyección debe controlarse para evitar atrapamientos de aire y defectos de chorro, particularmente en piezas de paredes delgadas o de geometría compleja. Los perfiles de inyección de múltiples etapas programables permiten reducir la velocidad en transiciones de llenado críticas.
- Optimización del tiempo de curado: El tiempo de curado es función de la temperatura del molde, el espesor de la pared de la pieza y la energía de activación del grado LSR específico. El curado insuficiente deja las piezas pegajosas y mecánicamente débiles; el curado excesivo desperdicia tiempo del ciclo y puede causar degradación térmica en secciones delgadas. Utilice estudios de tiempo de curado con mediciones de durómetro para establecer el tiempo de curado efectivo mínimo para cada combinación de herramienta y material.
- Ventilación al vacío: Muchos moldes LSR están equipados con sistemas de vacío que evacuan el aire de la cavidad inmediatamente antes de la inyección. Esto es particularmente importante para cavidades pequeñas, bolsas ciegas o piezas con estrictos requisitos estéticos, ya que el aire atrapado provoca huecos, disparos cortos y porosidad en la superficie que la fuerza de sujeción por sí sola no puede evitar.
Mantenimiento y longevidad: protegiendo la inversión en su máquina
un liquid silicone mold clamping machine represents a substantial capital investment — entry-level machines begin around $80,000, while fully equipped all-electric systems with multi-component metering and cleanroom integration can exceed $500,000. Implementing a disciplined preventive maintenance program is essential to protect this investment, minimize unplanned downtime, and sustain production quality over the machine's operational life.
- Purgado diario del sistema de dosificación y mezcla: unt the end of each production shift, purge the mixer, static mixing element, and nozzle to prevent LSR from curing inside the feed system. Cured silicone blockages in static mixers are a leading cause of unplanned downtime and can require costly disassembly and cleaning.
- Comprobaciones de paralelismo de tirantes y platinas: Mida el paralelismo de la platina a intervalos regulares utilizando indicadores de cuadrante. La pérdida de paralelismo (causada por el desgaste de las barras de unión, cargas de sujeción desiguales o efectos térmicos) genera patrones de rebaba no uniformes en herramientas de múltiples cavidades y puede diagnosticarse erróneamente como un problema de herramientas si no se verifica primero la geometría de la máquina.
- Inspección del sistema de enfriamiento del barril y la boquilla: Verifique que el flujo de agua enfriada a través de la camisa de enfriamiento del barril permanezca dentro de los parámetros especificados. La pérdida de capacidad de enfriamiento permite que el LSR comience a vulcanizarse en la zona de alimentación, lo que provoca pesos de disparo erráticos y picos de torsión de los tornillos que pueden dañar los componentes de la unidad.
- Calibración de servoaccionamiento y codificador: Para máquinas totalmente eléctricas, verifique la precisión de la retroalimentación del codificador del servomotor y la precarga del husillo de bolas a intervalos programados. La deriva del codificador o el desgaste del husillo de bolas introduce errores de posición en la aplicación de la fuerza de sujeción que pueden no ser inmediatamente visibles en la calidad de la pieza, pero que se acumularán formando defectos importantes con el tiempo.
Para los fabricantes comprometidos con la precisión, la consistencia y la escalabilidad en la producción de caucho de silicona líquida, invertir en la máquina de sujeción de moldes de silicona líquida adecuada (especificada correctamente, instalada correctamente y mantenida rigurosamente) es la decisión más impactante para establecer una operación de moldeo LSR competitiva capaz de cumplir con los exigentes estándares de los mercados de productos médicos, automotrices y de consumo actuales.