Contenido
- 1 ¿Qué es una máquina vulcanizadora de caucho al vacío y cómo funciona?
- 2 Industrias y aplicaciones que dependen de la vulcanización al vacío
- 3 Parámetros clave del proceso y cómo controlarlos
- 4 defectoos comunes y cómo diagnosticarlos
- 5 Cómo elegir la máquina vulcanizadora de caucho al vacío adecuada
- 6 Prácticas de mantenimiento de rutina que protegen el rendimiento de la máquina
- 7 Maximizar la calidad del resultado y la eficiencia de la producción
¿Qué es una máquina vulcanizadora de caucho al vacío y cómo funciona?
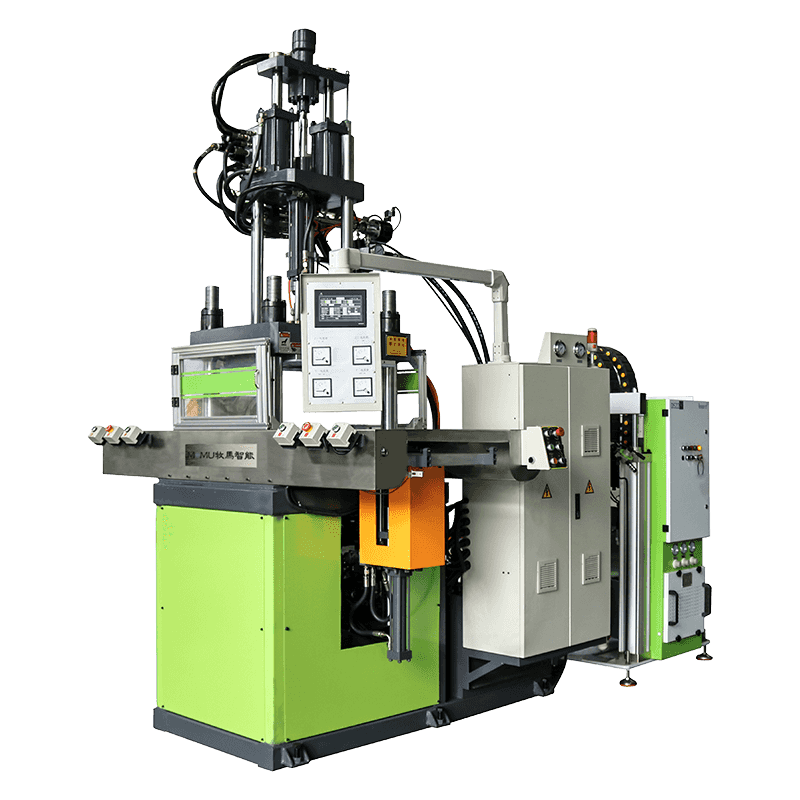
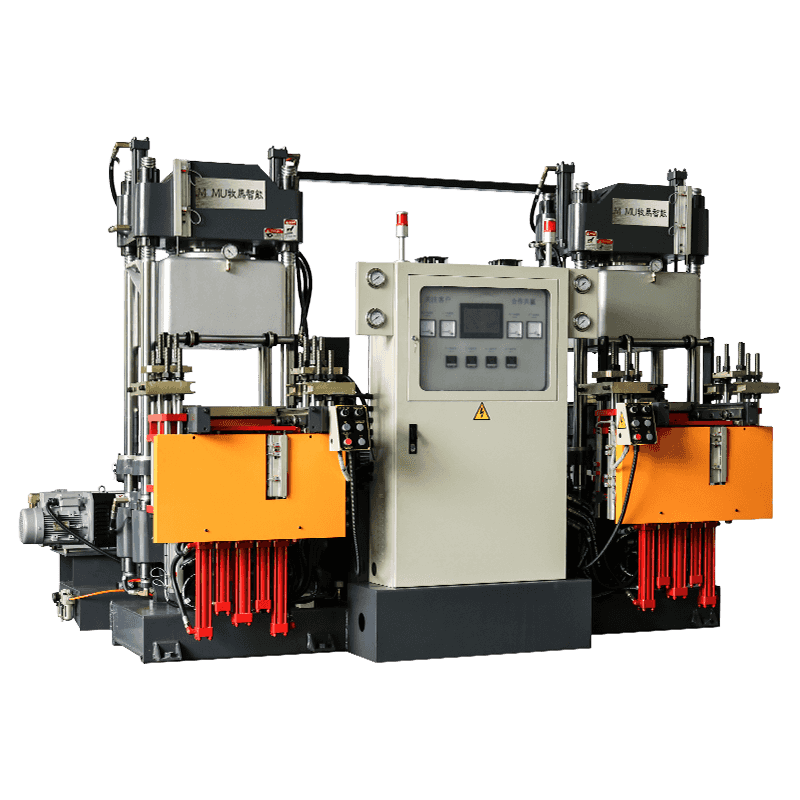
Una máquina de vulcanización de caucho al vacío es una pieza especializada de equipo industrial que se utiliza para curar compuestos de caucho bajo calor y presión controlados en un ambiente de vacío. La vulcanización es el proceso químico que transforma el caucho en bruto o compuesto de un estado suave y flexible en un material duradero, elástico y resistente al calor mediante la formación de enlaces cruzados entre cadenas de polímeros, generalmente a través de agentes de curado a base de azufre o peróxido. El componente de vacío es lo que distingue a esta máquina de las vulcanizadoras de prensa estándar. Al evacuar el aire de la cavidad del molde antes y durante el ciclo de curado, la máquina elimina las bolsas de aire atrapadas y los gases que de otro modo causarían porosidad, huecos o imperfecciones en la superficie del producto de caucho terminado.
La máquina opera a través de una secuencia de etapas automatizadas: carga del molde, evacuación al vacío, aplicación de presión, curado por calor y desmolde. El calentamiento generalmente se logra a través de placas eléctricas o placas calentadas por vapor que transfieren calor de manera uniforme al compuesto de caucho. Una bomba de vacío conectada a la cámara sellada del molde reduce la presión interna (normalmente entre -0,08 MPa y -0,1 MPa) antes de que la prensa se cierre y aplique la fuerza de sujeción. Esta combinación de vacío, calor y presión mecánica garantiza que las geometrías complejas del molde se llenen por completo y que la pieza curada cumpla con las especificaciones dimensionales y de calidad de la superficie.

Industrias y aplicaciones que dependen de la vulcanización al vacío
Las máquinas de vulcanización de caucho al vacío se utilizan en una amplia gama de industrias donde la calidad y consistencia de las piezas de caucho no son negociables. El sector automotriz es uno de los mayores usuarios y depende de estas máquinas para producir sellos, juntas, juntas tóricas, amortiguadores de vibraciones y componentes para el manejo de fluidos que deben funcionar de manera confiable en condiciones térmicas y mecánicas exigentes. En la industria aeroespacial, la vulcanización al vacío se utiliza para componentes de caucho de precisión donde incluso los huecos microscópicos podrían comprometer la integridad de los sistemas de sellado críticos.
La industria de dispositivos médicos utiliza máquinas de vulcanización al vacío para fabricar piezas de silicona y caucho especiales que deben cumplir estrictos estándares de biocompatibilidad y tolerancia dimensional. Los fabricantes de productos electrónicos los utilizan para producir componentes aislantes y soportes de aislamiento de vibraciones. La industria del calzado aplica la tecnología para unir suelas y componentes de caucho moldeados. En cada caso, el entorno de vacío es esencial para lograr el acabado superficial, la densidad interna y el rendimiento mecánico que la vulcanización en prensa estándar no puede ofrecer de manera confiable.
Parámetros clave del proceso y cómo controlarlos
La producción de piezas de caucho vulcanizado consistentes y sin defectos requiere una gestión precisa de varios parámetros de proceso interdependientes. Comprender qué hace cada parámetro (y cómo las desviaciones afectan el resultado) es fundamental para operar una máquina de vulcanización al vacío de manera efectiva.
Temperatura de vulcanización
La temperatura es el principal impulsor de la reacción de vulcanización. La mayoría de los compuestos de caucho curan en el rango de 150 °C a 200 °C, y la temperatura óptima específica depende de la formulación del compuesto y del sistema de curado utilizado. Una temperatura demasiado baja produce un curado insuficiente: el caucho será blando, débil y puede presentar pegajosidad o reticulación incompleta. Una temperatura demasiado alta provoca un curado excesivo o reversión, donde la red polimérica se degrada y el caucho pierde resistencia y elasticidad. La uniformidad de la temperatura del plato en toda la superficie del molde es igualmente importante; Los gradientes de temperatura de más de cinco a diez grados Celsius a través del molde pueden causar un curado desigual y una contracción diferencial.
Tiempo de curado
El tiempo de curado está determinado por los datos de reología del compuesto, específicamente el valor T90 de una prueba de reómetro de matriz móvil (MDR), que indica el tiempo necesario para alcanzar el noventa por ciento del par máximo (densidad de enlace cruzado) a la temperatura objetivo. Los tiempos de curado suelen oscilar entre dos y treinta minutos, según el tipo de compuesto, el espesor de la pieza y la temperatura. Para secciones gruesas, se debe tener en cuenta un tiempo adicional para permitir que el calor penetre hasta el núcleo. Usar un tiempo de curado demasiado corto es una de las fuentes más comunes de fallas en el campo en productos de caucho.
Nivel de vacío y sincronización
El vacío debe alcanzar el nivel objetivo antes de que la prensa se cierre y comience el curado. La mayoría de las operaciones tienen como objetivo un nivel de vacío de -0,095 MPa a -0,1 MPa. El tiempo de evacuación (normalmente de quince a sesenta segundos) debe ser suficiente para purgar completamente el aire tanto de la cavidad del molde como de los canales de ventilación. Si el ciclo de la bomba de vacío es demasiado corto, el aire residual se comprimirá en lugar de eliminarse cuando se cierre la prensa, lo que provocará huecos en el subsuelo. Probar periódicamente el rendimiento de la bomba y comprobar si hay fugas en las líneas de vacío y los sellos del molde es esencial para mantener una calidad de evacuación constante.
Presión de sujeción
La presión de sujeción mantiene las mitades del molde selladas durante la vulcanización y comprime el compuesto de caucho para llenar completamente la geometría de la cavidad. Una presión de sujeción insuficiente permite que se formen rebabas en la línea de separación y puede resultar en secciones insuficientemente llenas. Una presión excesiva puede dañar los moldes o hacer que el compuesto salga de la cavidad antes de que se produzca la gelificación. Las presiones de sujeción típicas para la vulcanización de caucho oscilan entre 10 y 25 MPa, dependiendo de la viscosidad del compuesto y la geometría de la pieza.
defectoos comunes y cómo diagnosticarlos
Incluso con máquinas bien calibradas, pueden aparecer defectos en las piezas de caucho vulcanizado. Identificar la causa raíz minimiza rápidamente los desechos y el tiempo de inactividad de la producción. La siguiente tabla resume los defectos encontrados con más frecuencia y sus causas probables:
| Defect | Causa probable | Acción correctiva |
| Porosidad / Huecos internos | Vacío o tiempo de evacuación insuficientes | Verificar el rendimiento de la bomba; ampliar el tiempo de evacuación |
| Ampollas superficiales | Humedad en compuesto o moho. | Compuesto presecado; limpiar y precalentar el molde |
| Subcurado (partes blandas) | Baja temperatura o tiempo de curado insuficiente | Verificar la calibración de la temperatura del plato; extender el tiempo de curación |
| Destello excesivo | Baja presión de sujeción o línea de separación del molde desgastada | Incrementar el tonelaje de prensas; inspeccionar y restaurar el molde |
| Plano corto/áreas vacías | Peso de carga compuesto insuficiente | Recalcular el peso de la carga; ajustar la preforma compuesta |
| Variación dimensional | Temperatura o fuerza de sujeción inconsistentes | Calibrar sensores; realizar el mantenimiento regular de la prensa |
Cómo elegir la máquina vulcanizadora de caucho al vacío adecuada
Seleccionar la máquina correcta requiere hacer coincidir las especificaciones del equipo con las demandas de su aplicación de producción específica. Los criterios clave de evaluación incluyen el tamaño de la platina, el tonelaje de la prensa, la capacidad del sistema de vacío, el rango de temperatura y la sofisticación del sistema de control.
- El tamaño de la platina debe adaptarse al molde más grande que desee utilizar, con margen suficiente para mantener una distribución uniforme de la temperatura. Los tamaños de platina estándar varían desde 200 mm × 200 mm para producción de piezas pequeñas hasta 1000 mm × 1000 mm o más para aplicaciones industriales.
- El tonelaje de la prensa debe coincidir con el área proyectada de su molde y la viscosidad de su compuesto de caucho. Como pauta general, calcule la fuerza requerida multiplicando el área proyectada de la cavidad del molde por la presión de sujeción objetivo y luego agregue un margen de seguridad de al menos veinte por ciento.
- La capacidad de la bomba de vacío (medida en litros por minuto) debe ser suficiente para evacuar la cámara del molde hasta el nivel de vacío objetivo en quince a treinta segundos. Los volúmenes de molde más grandes requieren bombas de mayor capacidad para evitar tiempos de ciclo prolongados.
- Las especificaciones de rango de temperatura y uniformidad deben verificarse con los requisitos de curado de su compuesto. La mayoría de las máquinas de uso general funcionan hasta 200 °C, mientras que las máquinas especiales para compuestos de silicona o fluoroelastómeros de alta temperatura pueden requerir 250 °C o más.
- La capacidad del sistema de control determina cuánta flexibilidad de proceso y registro de datos puede lograr. Los controladores lógicos programables (PLC) con interfaces de pantalla táctil permiten perfiles de curado de múltiples etapas, secuenciación de vacío automatizada y almacenamiento de registros de producción, todo ello valioso para la gestión de la calidad y la repetibilidad del proceso.
Prácticas de mantenimiento de rutina que protegen el rendimiento de la máquina
Una máquina vulcanizadora de caucho al vacío representa una inversión de capital significativa y un mantenimiento constante es esencial para proteger esa inversión y al mismo tiempo garantizar la confiabilidad de la producción. El sistema de vacío requiere la mayor atención: el aceite de la bomba de vacío debe revisarse y cambiarse según el cronograma del fabricante, generalmente cada tres a seis meses en condiciones de producción continua. Las conexiones de la línea de vacío, las juntas y los sellos del molde deben inspeccionarse semanalmente para detectar desgaste o fugas, ya que incluso las fugas pequeñas degradan significativamente el rendimiento de la evacuación.
Los sensores de temperatura de la platina y los transductores de presión deben calibrarse trimestralmente utilizando instrumentos de referencia certificados para garantizar que los valores mostrados en la máquina reflejen las condiciones reales del proceso. Los niveles de líquido hidráulico y las condiciones del filtro deben monitorearse mensualmente. Las superficies del molde deben limpiarse después de cada ejecución de producción para evitar la acumulación de residuos de caucho, que pueden provocar adherencias, defectos superficiales en piezas posteriores y desgaste acelerado del molde. Mantener un registro de mantenimiento detallado (que registre todas las inspecciones, cambios de fluidos, calibraciones y eventos de fallas) proporciona los datos históricos necesarios para identificar problemas emergentes antes de que causen un tiempo de inactividad no planificado.
Maximizar la calidad del resultado y la eficiencia de la producción
Más allá de la selección y el mantenimiento de la máquina, lograr una calidad de producción alta y constante desde un máquina de vulcanización de caucho al vacío Depende de la disciplina del proceso. La estandarización de la preparación de compuestos, incluido el peso, la forma y la ubicación uniformes de la preforma dentro del molde, elimina una de las fuentes más comunes de variación entre piezas. El uso correcto y consistente de agentes desmoldantes evita que se peguen sin contaminar la superficie del caucho ni afectar la unión de las piezas compuestas. Establecer recetas de curado documentadas para cada producto y bloquear esas recetas en el sistema de control de la máquina evita cambios accidentales de parámetros que conduzcan a una producción no conforme.
Los métodos de control estadístico de procesos (SPC) aplicados a mediciones clave de salida (peso de la pieza, dimensiones críticas y dureza) brindan una alerta temprana cuando se produce una desviación del proceso, lo que permite tomar medidas correctivas antes de que se produzcan grandes cantidades de chatarra. Para operaciones de gran volumen, la integración de la salida de datos de la máquina con un sistema de ejecución de fabricación (MES) permite el seguimiento y la trazabilidad de la producción en tiempo real, algo que los clientes médicos y de automoción exigen cada vez más como parte de los requisitos de calidad de sus proveedores. Tratar la máquina vulcanizadora como un instrumento de precisión en lugar de una prensa básica es la mentalidad que separa las operaciones de caucho de alto rendimiento constante de aquellas que luchan con problemas crónicos de calidad y rendimiento.