Contenido
- 1 ¿Qué es una máquina vulcanizadora de caucho al vacío?
- 2 Cómo funciona el proceso de vulcanización al vacío
- 3 Ventajas principales de la vulcanización al vacío sobre los métodos estándar de prensado en caliente
- 4 Industrias y aplicaciones que dependen de las máquinas vulcanizadoras de caucho al vacío
- 5 Especificaciones técnicas clave a evaluar al seleccionar una máquina
- 6 Compuestos de caucho comunes procesados y sus requisitos específicos
- 7 Prácticas de mantenimiento que protegen el rendimiento y la longevidad de la máquina
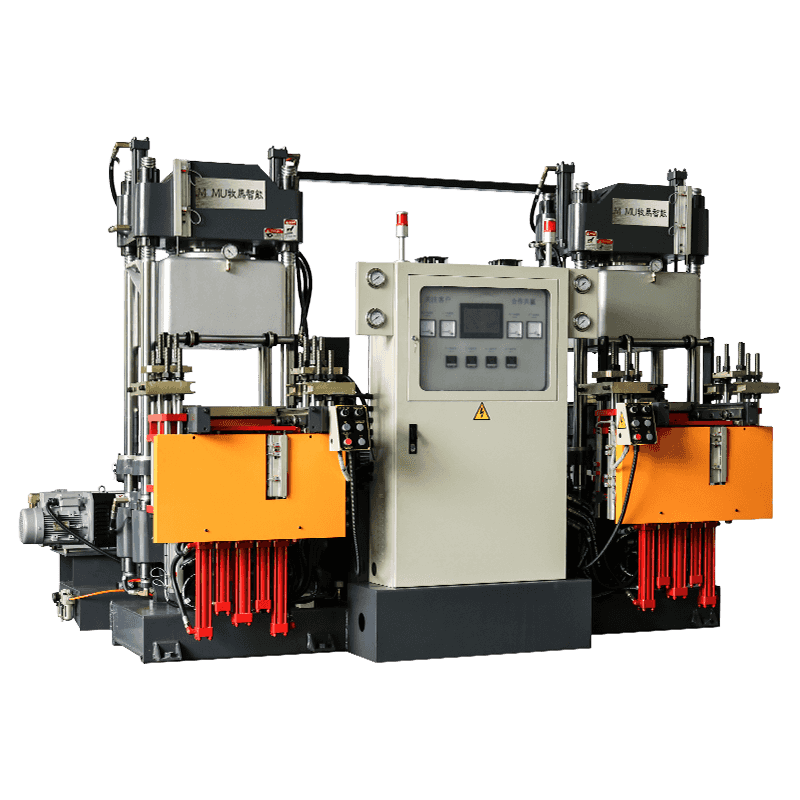
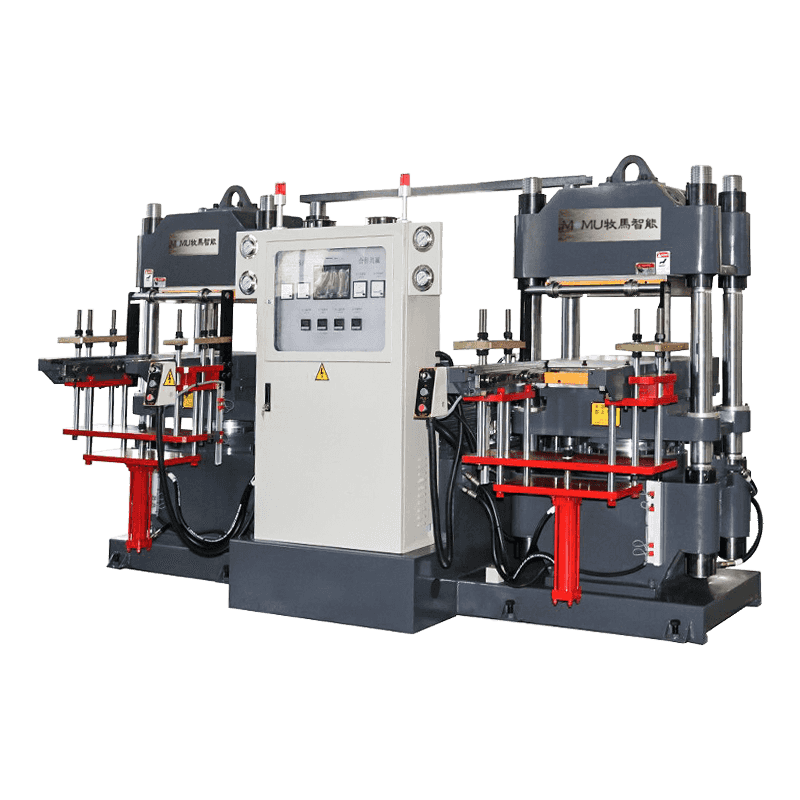
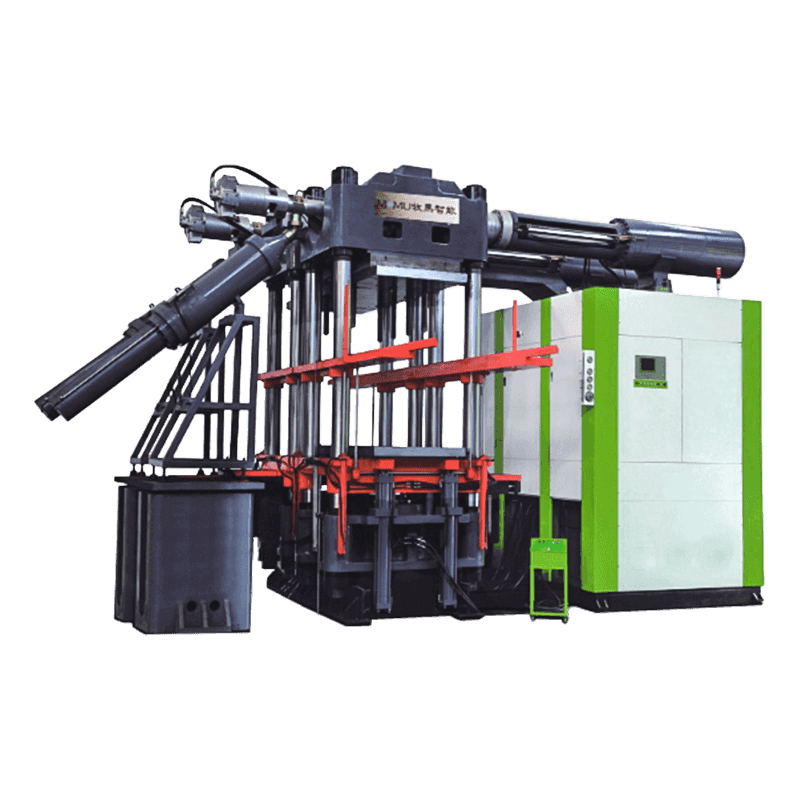
¿Qué es una máquina vulcanizadora de caucho al vacío?
un máquina de vulcanización de caucho al vacío es un sistema de prensa industrial que combina calor, presión y un ambiente de vacío controlado para curar compuestos de caucho hasta su forma final y duradera. La vulcanización es el proceso químico mediante el cual el caucho en bruto o compuesto se reticula mediante calor y un agente de curado (generalmente azufre o peróxido) transformando un material blando y flexible en un producto fuerte, elástico y térmicamente estable. La adición de vacío a este proceso es lo que distingue a esta máquina de las prensas de caucho estándar: al evacuar el aire y los gases volátiles de la cavidad del molde antes y durante el curado, la máquina elimina la porosidad, las trampas de aire y los defectos por huecos que de otro modo comprometerían la integridad estructural y la calidad de la superficie de la pieza de caucho terminada.
Esta tecnología se adopta ampliamente en industrias donde los componentes de caucho deben cumplir estándares exigentes en cuanto a uniformidad de densidad, acabado superficial, precisión dimensional y rendimiento mecánico. Desde sellos para automóviles y juntas aeroespaciales hasta piezas de silicona de grado médico y diafragmas industriales de precisión, las máquinas de vulcanización al vacío producen productos de caucho que los métodos estándar de prensado en caliente simplemente no pueden igualar en consistencia o calidad sin defectos.
Cómo funciona el proceso de vulcanización al vacío
El ciclo operativo de una máquina vulcanizadora de caucho al vacío sigue un conjunto de etapas cuidadosamente secuenciadas, cada una de las cuales desempeña un papel fundamental para lograr un curado sin defectos. Comprender esta secuencia ayuda a los operadores e ingenieros a optimizar los parámetros del proceso para compuestos de caucho y geometrías de moldes específicos.
Carga del molde y cierre inicial
El proceso comienza colocando el compuesto de caucho sin curar, ya sea como preforma, lámina o inyección, en la cavidad del molde. Luego se cierra el molde aplicando una presión preliminar que mantiene el caucho en su posición sin aplicar todavía toda la fuerza de curado. En esta etapa, el molde no está completamente sellado y el sistema de vacío aún no se ha activado.
Evacuación por vacío
Una vez que el molde alcanza su posición preliminar cerrada, la bomba de vacío se activa y extrae aire de la cavidad del molde a través de canales de evacuación dedicados mecanizados en el molde o platina. El nivel de vacío objetivo suele oscilar entre -0,08 MPa y -0,098 MPa (aproximadamente 95-99 % de vacío) y la fase de evacuación dura entre 15 y 90 segundos, según el volumen del molde y el tipo de compuesto. Este paso elimina el aire disuelto dentro del compuesto de caucho, purga la humedad y elimina subproductos volátiles que de otro modo formarían burbujas o huecos durante el curado.
Aplicación y curado a presión total
Manteniendo el vacío, la prensa aplica una presión de sujeción total (normalmente entre 10 y 25 MPa, según la especificación del producto), mientras que los platos calentados llevan el molde a la temperatura de curado objetivo, normalmente entre 150 °C y 200 °C para la mayoría de los compuestos curados con azufre. La combinación de calor y presión inicia e impulsa las reacciones de reticulación dentro de la matriz de caucho. El tiempo de curado varía desde unos pocos minutos para secciones delgadas hasta más de una hora para piezas gruesas o complejas. A lo largo de esta fase, el vacío continúa suprimiendo cualquier migración de gas residual.

Liberación de presión y desmoldeo
Una vez que se completa el ciclo de curado, la prensa libera la presión de sujeción, se ventila el vacío y se abre el molde. La pieza de caucho curado se retira (generalmente con la ayuda de pasadores eyectores o aire comprimido) y se somete a una inspección posterior al curado. El recorte rápido, si es necesario, se realiza antes de que la pieza pase al control de calidad y al embalaje.
Ventajas principales de la vulcanización al vacío sobre los métodos estándar de prensado en caliente
El entorno de vacío cambia fundamentalmente la calidad del resultado del curado del caucho. Los fabricantes que cambian de la vulcanización convencional por prensa en caliente a sistemas asistidos por vacío informan constantemente de mejoras mensurables en múltiples métricas de calidad y productividad:
- Eliminación de porosidades e inclusiones de aire: unir trapped inside rubber compounds during mixing and forming creates voids that reduce tensile strength, tear resistance, and pressure-holding capacity. Vacuum evacuation removes these air pockets before they become locked into the cured structure, producing parts with measurably higher density and mechanical uniformity.
- Acabado superficial superior: Sin aire atrapado en la interfaz de la superficie del molde, el caucho fluye limpiamente hacia cada detalle de la cavidad, produciendo bordes más nítidos, letras o reproducción de texturas más limpias y un acabado superficial suave y sin defectos que reduce los requisitos de acabado secundario.
- Consistencia dimensional mejorada: El curado asistido por vacío garantiza que el caucho llene la cavidad del molde de manera uniforme en condiciones controladas, lo que reduce la variación de espesor y la dispersión dimensional entre piezas, un requisito crítico para aplicaciones de sellado donde las tolerancias son estrictas.
- Mejor rendimiento con compuestos sensibles a la humedad: El caucho de silicona, el EPDM y ciertos compuestos especiales son sensibles a la contaminación por humedad durante el curado. El ambiente de vacío elimina la humedad antes de que pueda causar ampollas en la superficie, decoloración o curado incompleto en las zonas afectadas.
- Tasas reducidas de desechos y retrabajos: Al eliminar las causas principales de los defectos internos y superficiales, la vulcanización al vacío reduce significativamente la proporción de piezas que no pasan la inspección, lo que reduce el desperdicio de material y los costos de mano de obra de retrabajo.
- Compatibilidad con geometrías complejas: Las cavidades profundas, las paredes delgadas, los cortes y los canales internos intrincados se llenan de manera más confiable cuando el molde está al vacío, ya que no hay presión de aire competitiva que resista el flujo del caucho hacia áreas restringidas.
Industrias y aplicaciones que dependen de las máquinas vulcanizadoras de caucho al vacío
La demanda de máquinas de vulcanización al vacío abarca una amplia gama de industrias, cada una con requisitos de rendimiento específicos que hacen que el proceso de vacío sea muy preferido o técnicamente obligatorio:
| Industria | Productos típicos | Requisito clave |
| unutomotive | Sellos de puertas, juntas, juntas tóricas, casquillos | Precisión dimensional, porosidad cero |
| unerospace | Juntas del sistema de combustible, amortiguadores de vibraciones. | Estructura libre de defectos, alta confiabilidad |
| Dispositivos médicos | Implantes de silicona, diafragmas, tubos. | Pureza, calidad superficial, biocompatibilidad. |
| Electrónica | Teclados, conectores, encapsulación. | Reproducción de detalles finos, consistencia. |
| Equipos industriales | Membranas de bomba, rodillos, piezas de transportadores. | Durabilidad mecánica, densidad uniforme. |
| calzado | Suelas de goma, componentes del talón. | Acabado superficial, resistencia a la abrasión. |
| Energía / Petróleo y Gas | Sellos, empacadores y manguitos de alta presión. | Integridad de presión, resistencia química. |
En sectores como el aeroespacial y el de dispositivos médicos, la vulcanización al vacío no es simplemente una preferencia de calidad: es un requisito de certificación. Los estándares regulatorios que rigen los componentes de caucho en estos campos exigen estructuras internas libres de defectos que solo pueden lograrse de manera confiable mediante un curado asistido por vacío.
Especificaciones técnicas clave a evaluar al seleccionar una máquina
Elegir la máquina vulcanizadora de caucho al vacío adecuada requiere una evaluación cuidadosa de las especificaciones tanto mecánicas como de control del proceso. Los siguientes parámetros tienen el impacto más directo en la capacidad de producción y la calidad del producto:
Tamaño y configuración de la platina
Las dimensiones de la platina determinan la huella máxima del molde que la máquina puede acomodar. Los tamaños de platina comunes varían desde 300 × 300 mm para laboratorio o producción de piezas pequeñas hasta 1200 × 1200 mm para grandes componentes industriales. Las configuraciones de luz diurna múltiple (máquinas con tres o más niveles de platina) permiten curar múltiples moldes simultáneamente, lo que aumenta significativamente la producción por ciclo de la máquina sin requerir espacio adicional.
Fuerza de sujeción
La fuerza de sujeción, expresada en kilonewtons (kN) o toneladas, debe ser suficiente para mantener el cierre completo del molde contra la presión interna generada por el caucho en expansión durante el curado. Una fuerza de sujeción inadecuada produce rebabas, crecimiento excesivo dimensional y defectos de separación del molde. Las fuerzas de sujeción típicas varían desde 100 kN para prensas pequeñas hasta más de 10.000 kN para sistemas industriales de gran formato.
Rendimiento del sistema de vacío
La capacidad de la bomba de vacío y el nivel de vacío alcanzable son parámetros críticos. Una bomba de alta capacidad alcanza el nivel de vacío objetivo más rápido, lo que reduce el tiempo del ciclo. El nivel de vacío debe ser verificable mediante medidores calibrados con capacidad de registro de datos, particularmente para fabricantes que producen según estándares de calidad aeroespacial o médica que requieren registros de proceso documentados para cada lote de producción.
Uniformidad de temperatura en toda la platina
La variación de temperatura a lo largo de la superficie de la platina provoca directamente tasas de curado desiguales dentro del molde. Las mejores prácticas de la industria exigen uniformidad de temperatura dentro de ±2°C en toda el área de la placa. Las máquinas equipadas con elementos calefactores de zonas independientes y controladores de temperatura PID de circuito cerrado mantienen una uniformidad más estricta que los sistemas de zona única, y esta especificación debe verificarse con datos de medición reales proporcionados por el fabricante.
Sistema de control y registro de datos
Las modernas máquinas de vulcanización al vacío están equipadas con controladores lógicos programables (PLC) e interfaces hombre-máquina (HMI) con pantalla táctil que permiten a los operadores almacenar múltiples recetas de curado, establecer perfiles de presión y temperatura de múltiples etapas y monitorear los parámetros del proceso en tiempo real. La capacidad de registro de datos (registro de temperatura, presión, nivel de vacío y tiempo de ciclo para cada ejecución de producción) es cada vez más requerida por los sistemas de gestión de calidad que operan bajo las normas ISO o IATF.
Compuestos de caucho comunes procesados y sus requisitos específicos
Los diferentes compuestos de caucho se comportan de manera diferente en condiciones de vulcanización al vacío y los parámetros del proceso de la máquina deben ajustarse en consecuencia. Los materiales procesados con mayor frecuencia incluyen:
- Caucho Natural (NR): Requiere temperaturas de curado moderadas (150–160 °C) y se beneficia significativamente del vacío debido a su tendencia a absorber la humedad atmosférica durante el almacenamiento del compuesto. La evacuación por vacío evita la formación de ampollas en la superficie causadas por la liberación de vapor durante el curado.
- Caucho de silicona (VMQ/LSR): La silicona es muy sensible a la contaminación y la humedad. El curado al vacío es esencialmente una práctica estándar para piezas de silicona de grado médico y alimentario, donde cualquier porosidad o defecto superficial es inaceptable. Las temperaturas de curado suelen oscilar entre 160°C y 200°C.
- EPDM: Ampliamente utilizados en selladores de intemperie para automóviles y membranas para techos, los compuestos de EPDM liberan subproductos volátiles durante el curado que crean huecos internos sin asistencia de vacío. La evacuación por vacío es estándar para los componentes de sellado de EPDM de alto rendimiento.
- Caucho de nitrilo (NBR): Utilizado ampliamente en sellos y juntas tóricas resistentes al aceite, el NBR se beneficia del procesamiento al vacío cuando se producen piezas para sistemas hidráulicos y neumáticos donde la estructura interna libre de huecos es fundamental para la integridad de la presión.
- Caucho de fluorocarbono (FKM/Viton): Compuesto sellador de alto rendimiento para ambientes químicos y de temperatura extremos. FKM es costoso, lo que hace que las tasas de defectos en el procesamiento sin vacío sean una preocupación de costos importante. La vulcanización al vacío reduce sustancialmente las tasas de desperdicio de este material.
Prácticas de mantenimiento que protegen el rendimiento y la longevidad de la máquina
un vacuum rubber vulcanizing machine represents a substantial capital investment, and consistent preventive maintenance is essential to protect that investment and maintain production quality over the machine's operational life. The following maintenance practices are considered industry standard:
- Servicio de bomba de vacío: La bomba de vacío es el componente que requiere más mantenimiento. Las bombas de paletas rotativas selladas con aceite requieren cambios de aceite a intervalos especificados por el fabricante (normalmente cada 500 a 1000 horas de funcionamiento) y el estado del aceite debe inspeccionarse visualmente diariamente. El aceite de bomba contaminado reduce el nivel de vacío alcanzable y aumenta el desgaste de la bomba.
- Calibración de temperatura del plato: La temperatura de la superficie de la platina debe verificarse con termopares de referencia calibrados al menos trimestralmente. La variación de temperatura causada por el envejecimiento de los elementos calefactores o la degradación del termopar afecta directamente la calidad del curado y puede pasar desapercibida sin controles de calibración sistemáticos.
- Inspección del sistema hidráulico: Verifique el nivel y el estado del líquido hidráulico mensualmente. Inspeccione las mangueras, los accesorios y los sellos de los cilindros para detectar fugas en cada inicio de turno. La presión hidráulica debe verificarse trimestralmente con las especificaciones nominales de la máquina utilizando un manómetro independiente.
- Integridad de la línea de vacío y del sello: Inspeccione todas las líneas de vacío, accesorios y ranuras del sello del molde en busca de grietas, acumulación de residuos de caucho o degradación del sello. Incluso las pequeñas fugas de vacío reducen significativamente los niveles de vacío alcanzables y comprometen la consistencia del proceso.
- Lubricación del plato y de la columna guía: unpply manufacturer-specified lubricants to guide columns, tie bars, and platen sliding surfaces at recommended intervals to prevent galling, uneven platen movement, and premature wear on precision-machined components.
Se recomienda encarecidamente a los fabricantes que operan según ISO 9001, IATF 16949 o marcos de gestión de calidad equivalentes establecer un programa de mantenimiento preventivo documentado, con registros de finalización firmados para cada tarea. El mantenimiento adecuado no solo extiende la vida útil de la máquina, sino que también garantiza que los parámetros del proceso registrados durante la validación sigan siendo representativos del rendimiento real de la máquina durante todo el ciclo de vida de producción.