Contenido
- 1 ¿Qué diferencia al moldeo por inyección LSR del moldeo por inyección estándar?
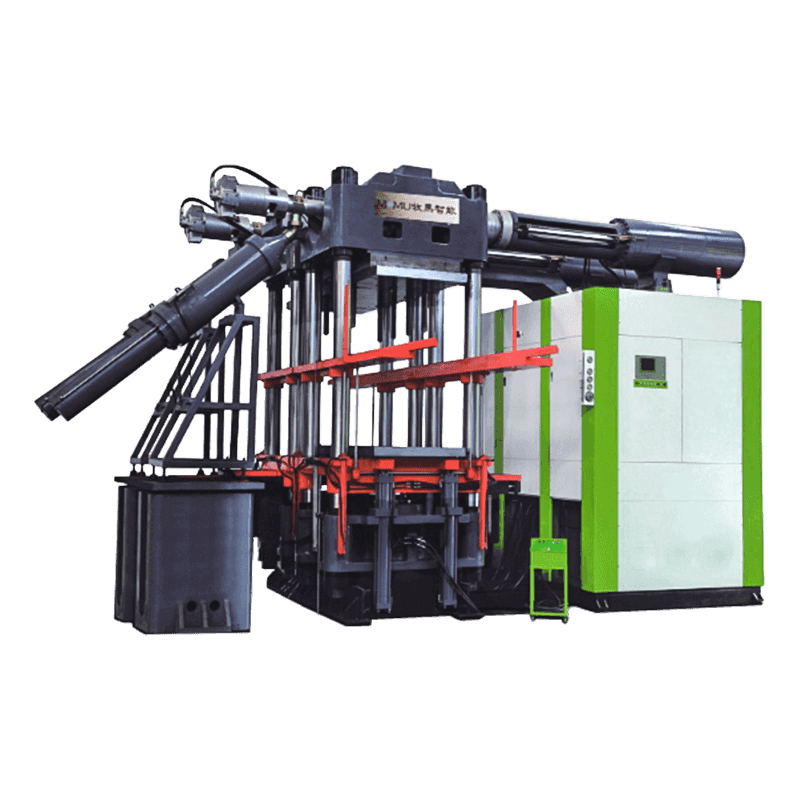
- 2 Componentes clave de una máquina de moldeo por inyección LSR
- 3 El proceso de moldeo por inyección LSR paso a paso
- 4 Comparación de las especificaciones de la máquina de moldeo por inyección LSR
- 5 Industrias y aplicaciones que dependen de las máquinas de moldeo por inyección LSR
- 6 Factores a considerar al seleccionar una máquina de moldeo por inyección LSR
- 7 Ventajas de las máquinas de moldeo por inyección LSR sobre los métodos alternativos de procesamiento de silicona
- 8 Consideraciones operativas y de mantenimiento para máquinas LSR
El moldeo por inyección de caucho de silicona líquida (LSR) es uno de los procesos de fabricación más precisos y versátiles disponibles para producir componentes de silicona flexibles, resistentes al calor y biocompatibles. En el centro de este proceso se encuentra la máquina de moldeo por inyección LSR, un equipo altamente especializado que difiere fundamentalmente de la maquinaria de moldeo por inyección de termoplásticos estándar. Ya sea que esté evaluando el procesamiento LSR para dispositivos médicos, sellos automotrices, productos infantiles o productos electrónicos de consumo, comprender cómo funcionan estas máquinas y qué las hace únicas es esencial para tomar decisiones de producción informadas.
¿Qué diferencia al moldeo por inyección LSR del moldeo por inyección estándar?
El moldeo por inyección de termoplástico estándar funde gránulos de plástico sólido, inyecta el material fundido en un molde enfriado y expulsa la parte solidificada. El moldeo por inyección LSR funciona exactamente en la dirección térmica opuesta. El caucho de silicona líquida es un material termoestable de dos componentes procesable en frío que se almacena a temperatura ambiente y se bombea a un molde calentado donde se reticula (o vulcaniza) hasta su forma sólida final.
Esta inversión del proceso térmico tiene profundas implicaciones para el diseño de máquinas. El sistema de entrega de material debe mantenerse frío para evitar un curado prematuro, mientras que el molde debe calentarse (normalmente entre 150 °C y 220 °C) para desencadenar y completar la reacción de vulcanización dentro de un tiempo de ciclo controlado. Cada componente de una máquina de moldeo por inyección LSR está diseñado en torno a esta lógica de proceso de alimentación en frío y curado en caliente.
Además, LSR es un sistema de dos partes: el componente A contiene el polímero de silicona base y un catalizador de platino, mientras que el componente B contiene el reticulante y pigmentos u otros aditivos. Estos dos componentes deben dosificarse en una proporción precisa de 1:1 en volumen, mezclarse completamente sin introducir burbujas de aire e inyectarse en el molde antes de que comience un curado significativo.

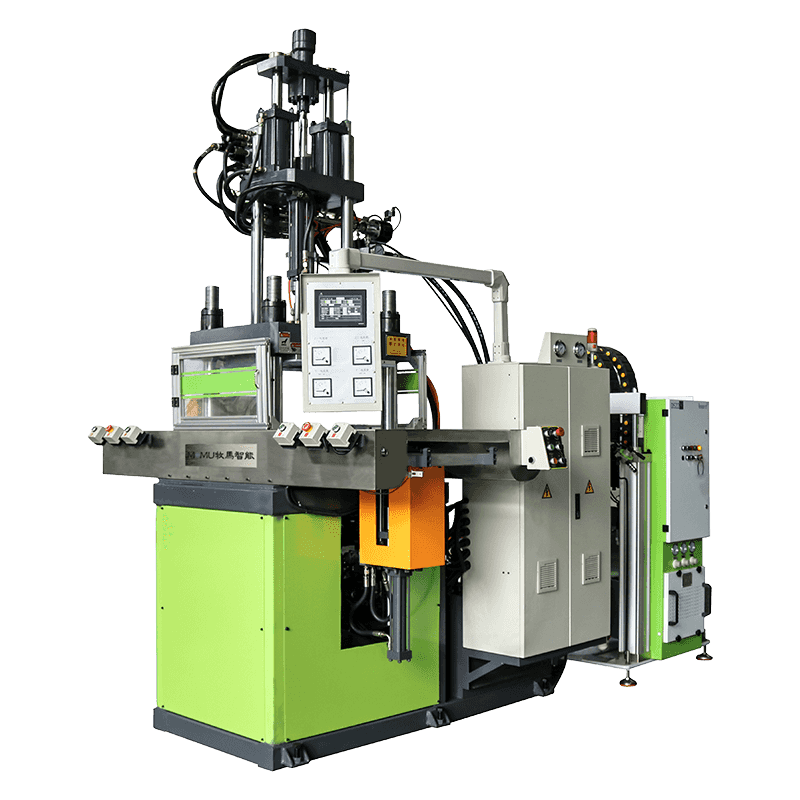
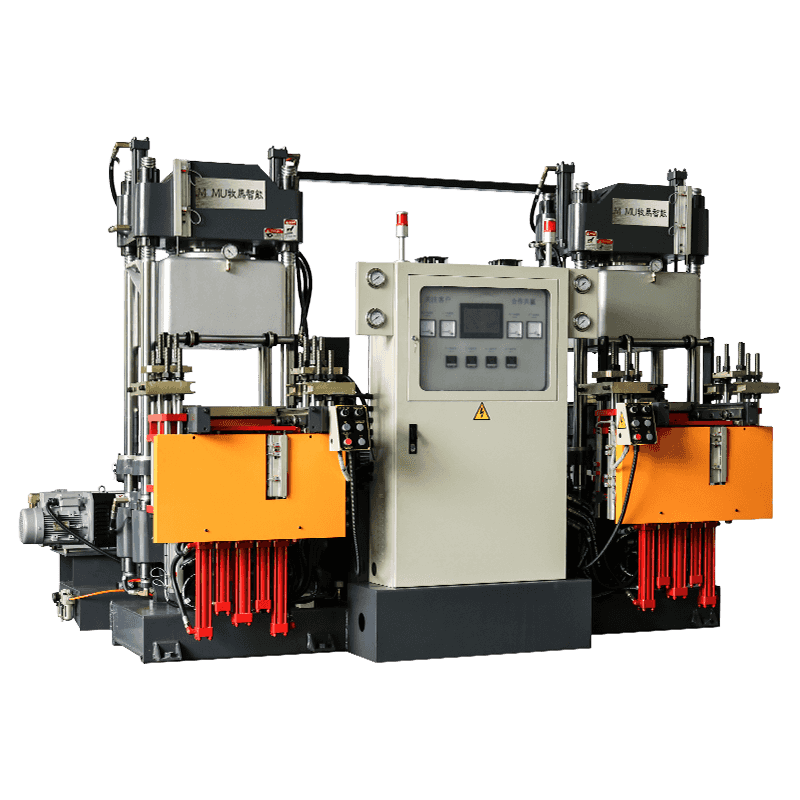
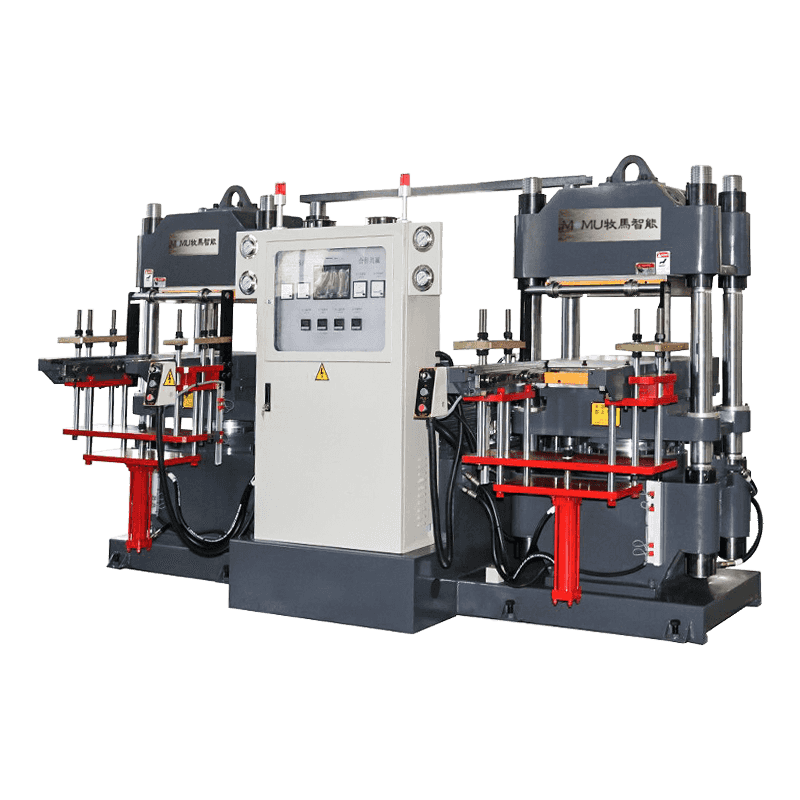
Componentes clave de una máquina de moldeo por inyección LSR
Un sistema de moldeo por inyección LSR consta de varios subsistemas integrados, cada uno de los cuales realiza una función crítica para entregar piezas de silicona consistentes y sin defectos.
Unidad de bombeo y dosificación de tambores
La unidad de bomba de tambor extrae los dos componentes LSR de sus tambores de suministro originales mediante placas seguidoras que presionan la superficie del material para evitar la ingestión de aire. Cada componente se alimenta a través de una bomba dosificadora separada y calibrada con precisión (generalmente una bomba de engranajes o una bomba de pistón) que controla el caudal volumétrico con alta precisión. La relación entre el Componente A y el Componente B se mantiene exactamente en 1:1 durante toda la toma. Cualquier desviación de esta relación da como resultado un curado incompleto, piezas pegajosas o propiedades físicas reducidas en el componente terminado.
Sistema de mezcla estático y dinámico
Después de la dosificación, los dos componentes pasan a través de un sistema de mezcla antes de ingresar al cilindro de inyección. Los mezcladores estáticos (elementos helicoidales dentro de un tubo) crean una acción de plegado turbulenta que mezcla los componentes completamente sin partes móviles. Para formulaciones de color crítico o ricas en aditivos, se pueden usar mezcladores dinámicos con elementos giratorios para una mezcla más intensiva. El sistema de mezclado debe producir una mezcla completamente homogénea sin atrapar aire, ya que cualquier inclusión de aire aparecerá como huecos o defectos superficiales en la pieza moldeada.
Barril y tornillo de inyección de canal frío
A diferencia de las máquinas termoplásticas donde se calienta el cilindro, el cilindro de inyección de LSR se enfría (a menudo con agua o refrigerante) para mantener el material por debajo de su temperatura de activación durante la medición y la inyección. El tornillo de una máquina LSR está diseñado específicamente para manipular un material líquido de baja viscosidad. Por lo general, presenta una relación de compresión baja y una válvula de cierre en la punta de la boquilla para evitar que la silicona de baja viscosidad gotee entre disparos. El control de la temperatura del cañón es fundamental; Incluso un ligero aumento en la temperatura del barril puede iniciar una reticulación prematura que obstruye el sistema y provoca costosos tiempos de inactividad.
Unidad de sujeción y molde calentado
El molde en una máquina LSR se calienta eléctricamente hasta la temperatura de vulcanización y se mantiene con una estrecha uniformidad térmica en todas las cavidades. La unidad de sujeción, que mantiene el molde cerrado contra la presión de inyección, debe proporcionar suficiente fuerza para evitar la rebaba, ya que el LSR tiene una viscosidad muy baja y penetrará incluso los espacios más pequeños en la línea de separación. Las fuerzas de sujeción para moldes LSR se calculan en función del área de la pieza proyectada y la presión de inyección, y normalmente están en el rango de 50 a 500 toneladas, dependiendo del número de cavidades y la geometría de la pieza.
El proceso de moldeo por inyección LSR paso a paso
Comprender la secuencia de operaciones en un ciclo de moldeo por inyección LSR aclara por qué cada componente de la máquina está diseñado como está.
- Dosificación de materiales: Las bombas de tambor extraen los componentes A y B de sus tambores de suministro y la unidad dosificadora los entrega en una proporción volumétrica precisa de 1:1 al sistema de mezcla.
- Mezclando: Los dos componentes se mezclan completamente en el mezclador estático o dinámico, produciendo una mezcla homogénea y sin burbujas lista para inyectar.
- Dosificación: El LSR mezclado se dosifica en el cilindro de inyección enfriado, acumulando el volumen de disparo preciso necesario para llenar todas las cavidades más el sistema de rodadura.
- Cierre del molde: La unidad de cierre cierra y bloquea el molde con toda la fuerza de cierre antes de que comience la inyección.
- Inyección: El tornillo avanza, empujando el LSR a través del sistema de canal frío y dentro de las cavidades calentadas del molde a velocidad y presión controladas.
- Vulcanización: El molde calentado desencadena la reacción de reticulación catalizada por platino. La pieza cura dentro del molde durante un tiempo de permanencia programado, generalmente de 15 a 90 segundos, dependiendo del espesor de la pared, el grado del material y la temperatura del molde.
- Apertura y desmolde del molde: Una vez que se completa el curado, el molde se abre y las piezas se expulsan, ya sea manualmente, mediante pasadores expulsores o mediante un sistema de desmolde robótico. Debido a que las piezas LSR son flexibles, a menudo se pueden desmoldar a partir de geometrías complejas que serían imposibles con termoplásticos rígidos.
Comparación de las especificaciones de la máquina de moldeo por inyección LSR
| Especificación | Rango típico | Importancia |
| Fuerza de sujeción | 50-500 toneladas | Previene la inflamación en LSR de baja viscosidad |
| Temperatura del barril | 5°C – 25°C (refrigerado) | Previene el curado prematuro en barrica |
| Temperatura del molde | 150°C – 220°C | Controla la velocidad de curado y las propiedades de las piezas. |
| Precisión de la relación de medición | ±0,5% o mejor | Garantiza un curado completo y consistente. |
| Volumen de disparo | 0,1 cm³ – 3.000 cm³ | Determina el tamaño de la pieza y el número de cavidades. |
| Tiempo del ciclo de curado | 15 – 90 segundos | Afecta el rendimiento y el costo de producción. |
| Número de cavidades | 1 – 128 | Escala la producción para producción de gran volumen |
Industrias y aplicaciones que dependen de las máquinas de moldeo por inyección LSR
La combinación única de propiedades del LSR (biocompatibilidad, estabilidad térmica de -60 °C a más de 200 °C, aislamiento eléctrico, resistencia química y claridad óptica en ciertos grados) lo convierte en el material elegido en una amplia gama de industrias exigentes.
Dispositivos médicos y sanitarios
El LSR se utiliza ampliamente en aplicaciones médicas porque puede esterilizarse mediante autoclave, radiación gamma u óxido de etileno sin degradarse. Las máquinas de moldeo por inyección LSR producen componentes como mascarillas respiratorias, tapones de jeringas, puntas de catéteres, sellos implantables, tubos de bombas peristálticas y productos de alimentación infantil. Las formulaciones de LSR de grado médico cumplen con los estándares de biocompatibilidad ISO 10993 y la naturaleza cerrada y libre de contaminación del proceso de moldeo por inyección lo hace adecuado para la fabricación en salas blancas.
Componentes automotrices
En el sector automotriz, el LSR se utiliza para casquillos de bujías, sellos de ojales, sellos de conectores, juntas y carcasas de sensores que deben soportar fluctuaciones extremas de temperatura y exposición a aceites y combustibles. La alta estabilidad térmica del LSR lo hace mucho más adecuado que el caucho convencional para los componentes del compartimiento del motor que deben funcionar de manera confiable desde arranques en frío hasta altas temperaturas de funcionamiento.
Electrónica de consumo y wearables
Las correas de los relojes inteligentes, las puntas de los auriculares, las membranas de los botones, los sellos impermeables para teléfonos inteligentes y las membranas de las teclas del teclado se fabrican comúnmente mediante moldeo por inyección LSR. La capacidad de moldear LSR en geometrías complejas con tolerancias estrictas (y en cualquier color) lo hace ideal para productos de consumo donde tanto el rendimiento como la estética son importantes.
Productos para bebés y en contacto con alimentos
Las tetinas para biberones, chupetes, mordedores y sellos de calidad alimentaria para electrodomésticos de cocina se producen en LSR porque el material no contiene BPA, ftalatos ni otros plastificantes nocivos. Resiste ciclos de esterilización repetidos, mantiene la flexibilidad a bajas temperaturas y no absorbe sabores ni olores, todas propiedades críticas para aplicaciones infantiles y en contacto con alimentos.
Factores a considerar al seleccionar una máquina de moldeo por inyección LSR
Elegir lo correcto Máquina de moldeo por inyección LSR requiere una evaluación cuidadosa de sus requisitos de producción específicos, características de los materiales y objetivos de calidad. Comprar la máquina incorrecta para su aplicación genera defectos de calidad, desperdicio excesivo y dificultad para cumplir los objetivos de producción.
- Tamaño de la pieza y peso del disparo: La unidad de inyección de la máquina debe tener el tamaño adecuado para suministrar el volumen de inyección preciso requerido para el número de piezas y cavidades. Las unidades de inyección sobredimensionadas reducen la precisión de la dosificación de piezas pequeñas; las unidades de tamaño insuficiente no pueden llenar moldes grandes o de múltiples cavidades.
- Precisión de medición: Para aplicaciones críticas, como piezas médicas o que entran en contacto con alimentos, se requiere una precisión de medición de ±0,5% o mejor. Verifique las especificaciones del sistema de medición y solicite al proveedor datos documentados sobre la capacidad del proceso.
- Sistema de canal frío o de canal residual: Los sistemas de canal frío para LSR (que mantienen el material del canal sin curar y reciclable o reinyectable) reducen significativamente el desperdicio de material y son estándar en las máquinas de producción de gran volumen. Confirme la compatibilidad del sistema de canales con el diseño de su molde.
- Compatibilidad con salas blancas: Para la producción de dispositivos médicos, la máquina debe ser compatible con la instalación de salas blancas: acero inoxidable o superficies recubiertas, generación mínima de partículas y compatibilidad con protocolos de acceso y vestimenta para salas blancas.
- Integración de automatización: La producción de LSR de gran volumen se beneficia significativamente del desmolde robótico integrado, los sistemas de inspección por visión y el manejo de piezas mediante transportador. Confirme la compatibilidad de la interfaz de la máquina con sus requisitos de automatización antes de la compra.
- Capacidad de ventilación al vacío: Para piezas que requieren una calidad superficial excepcional o para procesar LSR de grado óptico, se debe evacuar la cavidad del molde antes de la inyección para eliminar el aire atrapado. Confirme que el diseño de la máquina y del molde admita la ventilación por vacío si esto es necesario para su aplicación.
Ventajas de las máquinas de moldeo por inyección LSR sobre los métodos alternativos de procesamiento de silicona
El moldeo por inyección LSR compite con el moldeo por compresión y el moldeo por transferencia como métodos para producir piezas de caucho de silicona. Cada método tiene su lugar, pero el moldeo por inyección LSR ofrece ventajas significativas para la producción de componentes de precisión en volúmenes medios y altos.
- Tiempo de ciclo: Los tiempos del ciclo de moldeo por inyección LSR son significativamente más cortos que los del moldeo por compresión, particularmente para piezas de paredes delgadas, lo que permite un rendimiento por turno mucho mayor.
- Consistencia dimensional: El proceso de inyección cerrado y automatizado produce tolerancias dimensionales mucho más estrictas que los procesos de compresión de molde abierto, que se ven afectados por la variabilidad del operador en la colocación del material y el cierre del molde.
- Desperdicio de materiales: Los sistemas de inyección LSR de canal frío prácticamente no producen desperdicio de material, ya que se reinyecta material de canal sin curar. El moldeo por compresión y transferencia genera importantes desechos de rebabas y canales.
- Potencial de automatización: El moldeo por inyección LSR es totalmente compatible con la automatización robótica, lo que permite una producción sin complicaciones para piezas de gran volumen. El moldeo por compresión requiere inherentemente más mano de obra.
- Moldeo multicomponente: Máquina de moldeo por inyección LSRs can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Consideraciones operativas y de mantenimiento para máquinas LSR
Las máquinas de moldeo por inyección LSR requieren un mantenimiento disciplinado para evitar la acumulación de material, el curado dentro del cilindro y la desviación de la dosificación. Al final de cada ciclo de producción, el sistema de suministro de material se debe purgar completamente con un agente de lavado o una base de silicona neutra para eliminar todo el LSR mezclado antes de que cure dentro de las líneas, el mezclador o el barril. La silicona curada dentro del sistema de inyección es extremadamente difícil de eliminar y normalmente requiere el desmontaje completo de los componentes afectados.
Las bombas dosificadoras deben calibrarse periódicamente (como mínimo durante cada cambio de material) para verificar que la proporción 1:1 se mantenga con precisión. Los controladores de temperatura del molde y los elementos calefactores deben revisarse periódicamente para detectar derivas de calibración y desarrollo de puntos calientes, ya que las temperaturas desiguales del molde producen un curado inconsistente y deformación de las piezas. Con protocolos de mantenimiento adecuados, una máquina de moldeo por inyección LSR bien especificada ofrecerá una producción confiable y de alta calidad durante muchos años.