Contenido
- 1 ¿Cómo se fabrica la silicona? La química detrás del material
- 2 Del cuarzo al silicio metálico: la primera etapa de producción
- 3 El proceso Müller-Rochow: construcción del monómero de silicona
- 4 Caucho de silicona compuesto: del polímero base al material moldeable
- 5 Tipos de silicona utilizados en moldeo por inyección: HCR vs LSR
- 6 Cómo funciona una máquina de moldeo por inyección de silicona/caucho
- 7 Componentees clave de una máquina de moldeo por inyección de silicona/caucho
- 8 Consideraciones de diseño de moldes específicas para el moldeo por inyección de silicona
- 9 Industrias y aplicaciones atendidas por el moldeo por inyección de silicona
¿Cómo se fabrica la silicona? La química detrás del material
La silicona es un polímero sintético cuya columna vertebral se construye a partir de átomos alternos de silicio y oxígeno (una estructura conocida como cadena de siloxano) en lugar de la columna vertebral de carbono a carbono que se encuentra en los plásticos orgánicos como el polietileno o el polipropileno. Esta diferencia fundamental en la arquitectura molecular es lo que le da a la silicona su extraordinaria estabilidad térmica, inercia química, flexibilidad en un amplio rango de temperaturas y resistencia a la degradación por rayos UV. Comprender cómo se fabrica la silicona desde sus orígenes elementales en bruto hasta un elastómero terminado ayuda a los ingenieros, diseñadores de productos y fabricantes a apreciar por qué este material se comporta de la manera en que lo hace y por qué se procesa de manera diferente a las resinas termoplásticas convencionales.
La producción de silicona comienza con el silicio, el segundo elemento más abundante en la corteza terrestre, que se encuentra principalmente en forma de dióxido de silicio (SiO₂), comúnmente conocido como cuarzo o arena de sílice. Fundamentalmente, el silicio, el elemento, es químicamente distinto de la silicona, el polímero. El silicio en su forma bruta no es naturalmente blando, flexible ni químicamente estable en diversas condiciones; es un metaloide duro y quebradizo. Transformarlo en el versátil polímero de silicona utilizado en dispositivos médicos, sellos de automóviles, bienes de consumo y componentes industriales requiere un proceso químico de varias etapas que introduce grupos orgánicos a base de carbono en la columna vertebral del silicio, alterando fundamentalmente sus propiedades.

Del cuarzo al silicio metálico: la primera etapa de producción
El primer paso en la fabricación de silicona es la reducción del dióxido de silicio a silicio metálico de calidad metalúrgica. Esto se logra en grandes hornos de arco eléctrico donde la cuarcita (una forma de cuarzo de alta pureza) se calienta a temperaturas superiores a 1.800 °C en presencia de agentes reductores ricos en carbono, como carbón, coque y astillas de madera. El carbono reacciona con el oxígeno del dióxido de silicio, liberando dióxido de carbono y dejando silicio metálico líquido con una pureza de aproximadamente 98-99%. Este material se conoce como silicio de grado metalúrgico (MG-Si) y sirve como materia prima fundamental para la producción de polímeros de silicona.
El silicio fundido se moldea en lingotes, se deja enfriar y luego se tritura hasta convertirlo en polvo o gránulos para su posterior procesamiento químico. En esta etapa, el silicio todavía está lejos de ser un polímero: debe pasar por una secuencia de reacciones químicas que unen grupos metilo orgánicos a los átomos de silicio, creando los intermediarios organoclorsilanos que sirven como componentes básicos de todos los productos de silicona comerciales.
El proceso Müller-Rochow: construcción del monómero de silicona
La producción industrial de monómeros de silicona está dominada por el proceso directo de Müller-Rochow, desarrollado de forma independiente en los años 40. En este proceso, el silicio metálico en polvo se hace reaccionar con gas cloruro de metilo (CH₃Cl) en presencia de un catalizador de cobre a temperaturas entre 250°C y 350°C. Esta reacción produce una mezcla de compuestos de clorosilano, el más importante comercialmente de los cuales es el dimetildiclorosilano - (CH₃)₂SiCl₂. Esta molécula es el monómero primario del que se derivan en última instancia la gran mayoría de las siliconas comerciales.
La mezcla de clorosilano producida por el proceso directo se separa mediante destilación fraccionada en sus componentes individuales, cada uno de los cuales tiene una reactividad distinta y produce diferentes estructuras de polímero de silicona cuando se hidroliza. El dimetildiclorosilano, cuando se expone al agua, sufre una rápida hidrólisis (los átomos de cloro se reemplazan por grupos hidroxilo) y los intermediarios de silanol resultantes se condensan espontáneamente entre sí para formar cadenas de polidimetilsiloxano (PDMS). Dependiendo de las condiciones de reacción, la longitud de la cadena y la mezcla específica de monómeros de clorosilano utilizada, el polímero resultante puede ser un fluido de baja viscosidad, una goma viscosa o un polímero base de alto peso molecular adecuado para formar compuestos en caucho de silicona.
Caucho de silicona compuesto: del polímero base al material moldeable
El polímero de polidimetilsiloxano en bruto por sí solo no es adecuado para el moldeo por inyección. Debe combinarse con una variedad de aditivos que ajusten su dureza, resistencia a la tracción, alargamiento, resistencia térmica, color y características de curado para cumplir con los requisitos de aplicación específicos. Esta etapa de composición es donde realmente se crea el material de caucho de silicona funcional utilizado en las máquinas de moldeo por inyección, e implica una formulación cuidadosa por parte de químicos de materiales que equilibran los requisitos de propiedades en competencia con las limitaciones de procesamiento.
- Rellenos de refuerzo: La sílice pirógena es el relleno de refuerzo más utilizado en compuestos de caucho de silicona. Añadida en cargas del 20 al 50% en peso, la sílice pirógena aumenta drásticamente la resistencia a la tracción y al desgarro al interactuar con las cadenas de polímeros a escala molecular. Sin refuerzo, el polímero de silicona pura tiene una resistencia mecánica muy baja.
- Agentes reticulantes: Para transformar el polímero de silicona lineal o ligeramente ramificado en una red elastomérica tridimensional, se deben incorporar agentes reticulantes. Para el caucho de alta consistencia (HCR) utilizado en el moldeo por inyección convencional, los peróxidos orgánicos son el reticulante tradicional. Para el caucho de silicona líquida (LSR), es estándar un sistema de curado por adición catalizado por platino, que ofrece ciclos de curado más rápidos y una excelente consistencia de propiedades.
- Pigmentos y colorantes: La silicona es naturalmente translúcida y acepta fácilmente la pigmentación. Durante la composición se incorporan óxido de hierro, dióxido de titanio y pigmentos orgánicos para producir el espectro completo de colores requeridos por los fabricantes de productos de consumo y dispositivos médicos.
- Ayudas de procesamiento: Pequeñas adiciones de auxiliares de procesamiento, como aceites o ceras de silicona, mejoran el comportamiento de flujo del compuesto durante el moldeo por inyección, lo que reduce los requisitos de presión de inyección y mejora el llenado del molde en geometrías de cavidades complejas.
- Aditivos funcionales: Dependiendo de la aplicación final, se pueden incorporar agentes adicionales: retardantes de llama para componentes de aislamiento eléctrico, agentes antimicrobianos para productos médicos y que entran en contacto con alimentos o estabilizadores térmicos para aplicaciones de servicios de alta temperatura.
Tipos de silicona utilizados en moldeo por inyección: HCR vs LSR
En las máquinas de moldeo por inyección se procesan dos formas distintas de caucho de silicona, y difieren significativamente en su estado físico, comportamiento de procesamiento y el tipo de máquina necesaria para manipularlos. Elegir entre caucho de alta consistencia (HCR) y caucho de silicona líquida (LSR) es una de las decisiones de materiales más importantes en el desarrollo de productos de silicona, y afecta directamente la calidad de las piezas, el tiempo de ciclo, el diseño de herramientas y la economía de producción.
Caucho de alta consistencia (HCR)
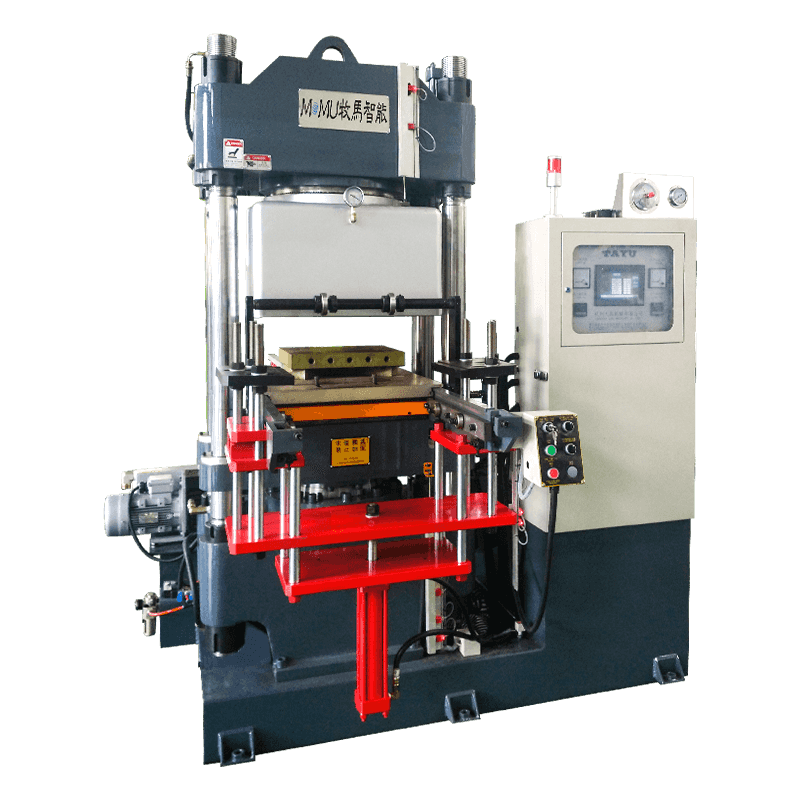
El HCR es un material sólido parecido a una masilla a temperatura ambiente con una consistencia similar a la masa dura de pan. Tiene un peso molecular elevado (normalmente superior a un millón de g/mol) y debe precalentarse y trabajarse antes de que fluya lo suficiente como para inyectarlo en la cavidad de un molde. Los compuestos de HCR generalmente se curan usando peróxidos orgánicos a temperaturas de 150 a 200 °C y, a menudo, se requiere un poscurado a temperaturas elevadas para desarrollar completamente las propiedades mecánicas y eliminar los subproductos residuales de la descomposición del peróxido. HCR está bien establecido en la producción de sellos, juntas, tubos y accesorios para cables, y puede procesarse en máquinas de moldeo por inyección de caucho modificado o prensas de moldeo por compresión.
Caucho de silicona líquida (LSR)
LSR es un sistema líquido bombeable de dos componentes que se suministra en tambores separados: el componente A contiene el polímero base y el catalizador de platino, mientras que el componente B contiene el polímero base y el reticulante (generalmente un compuesto de hidruro de silicona). Los dos componentes se dosifican en una proporción precisa de 1:1, se mezclan en un mezclador estático o dinámico y se inyectan en un molde calentado donde la reacción de curado por adición catalizada por platino se produce rápidamente, generalmente en 10 a 60 segundos a temperaturas del molde de 150 a 220 °C. LSR no produce subproductos del curado, no requiere postcurado y ofrece una consistencia de pieza excepcional con una precisión dimensional que es difícil de lograr con HCR. Es el material preferido para la producción de gran volumen de dispositivos médicos, productos para el cuidado infantil, componentes de tecnología portátil y sellos industriales de precisión.
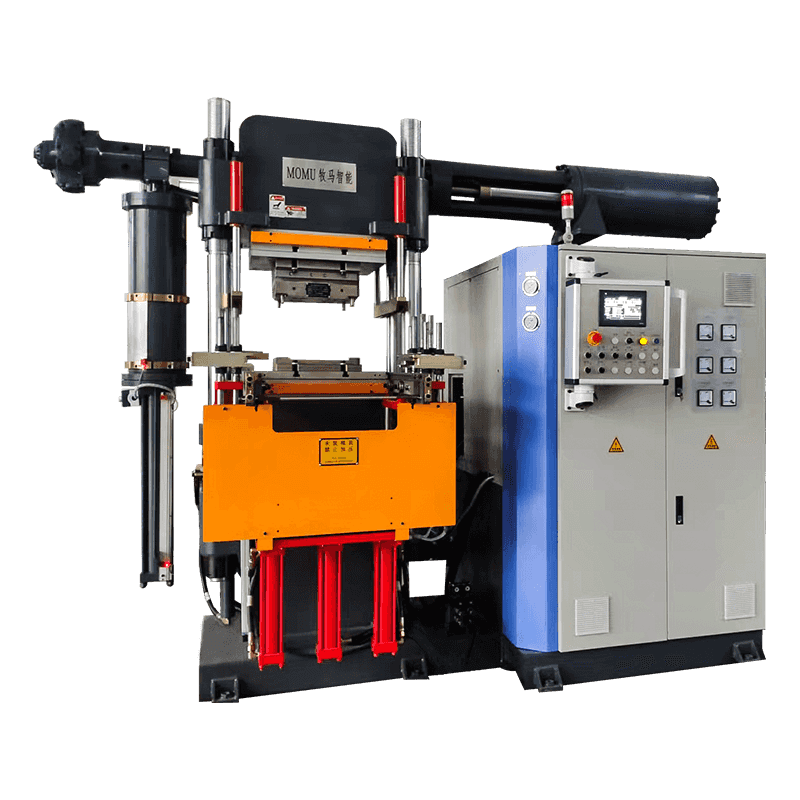
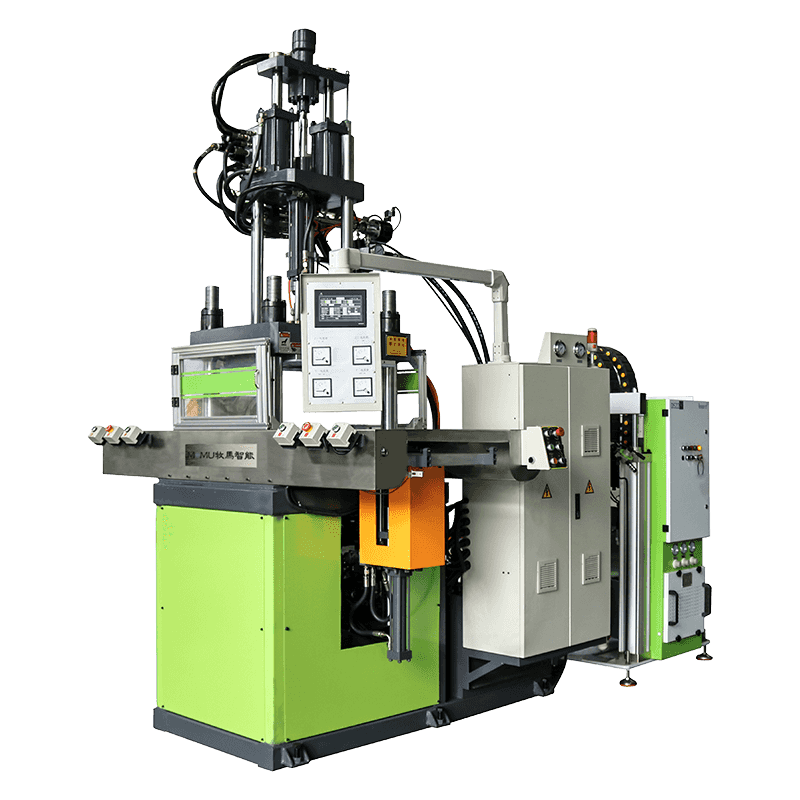
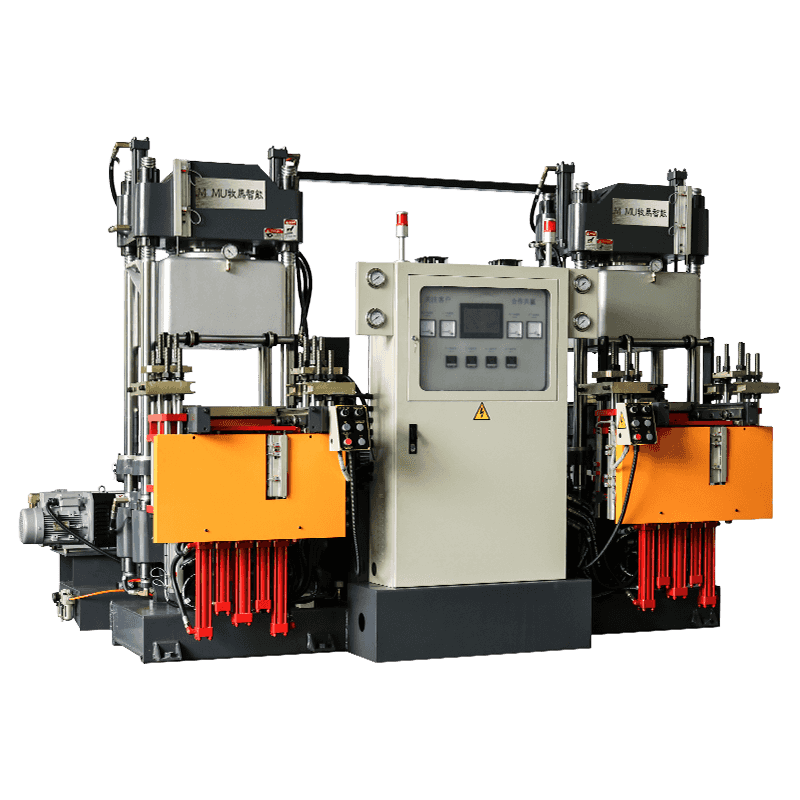
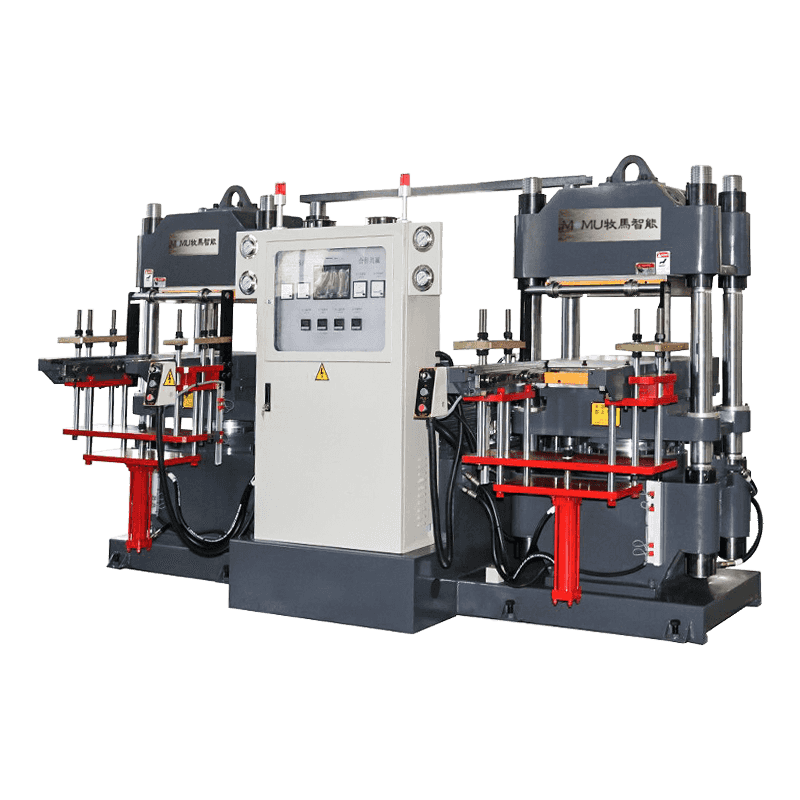
Cómo funciona una máquina de moldeo por inyección de silicona/caucho
una silicona o máquina de moldeo por inyección de caucho Se diferencia fundamentalmente de una máquina de moldeo por inyección de termoplásticos estándar en varios aspectos críticos, impulsados por la naturaleza termoestable de la silicona y el caucho, materiales que curan irreversiblemente al calentarse en lugar de ablandarse cuando se calientan como lo hacen los termoplásticos. En una máquina termoplástica, el cilindro y el tornillo se calientan para fundir el material y el molde se enfría para solidificar la pieza. En una máquina de moldeo por inyección de silicona/caucho, el material debe mantenerse frío durante todo el sistema de inyección para evitar un curado prematuro, mientras el molde se calienta para activar y completar la vulcanización.
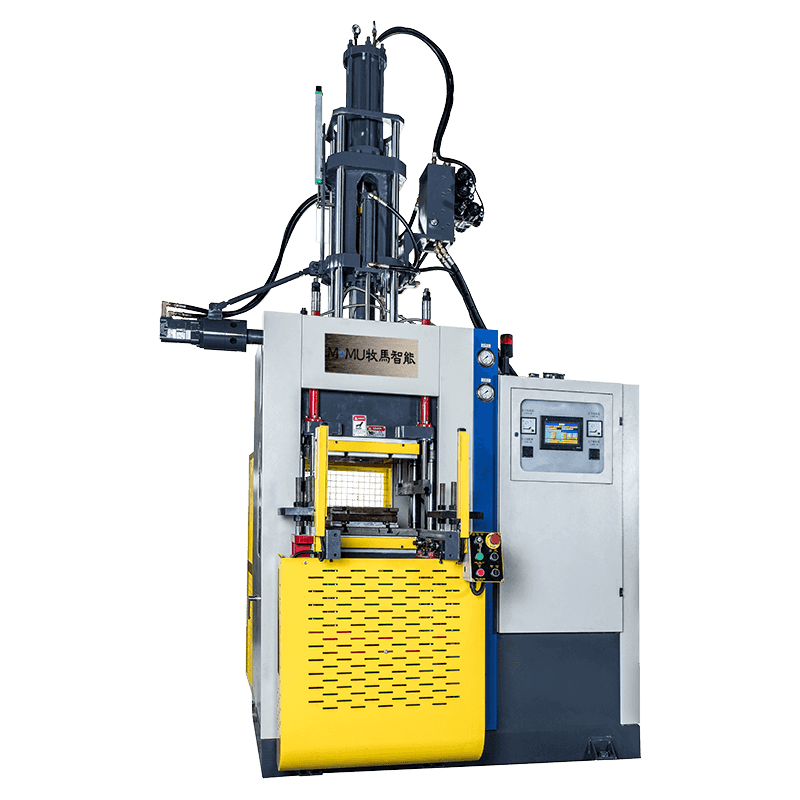
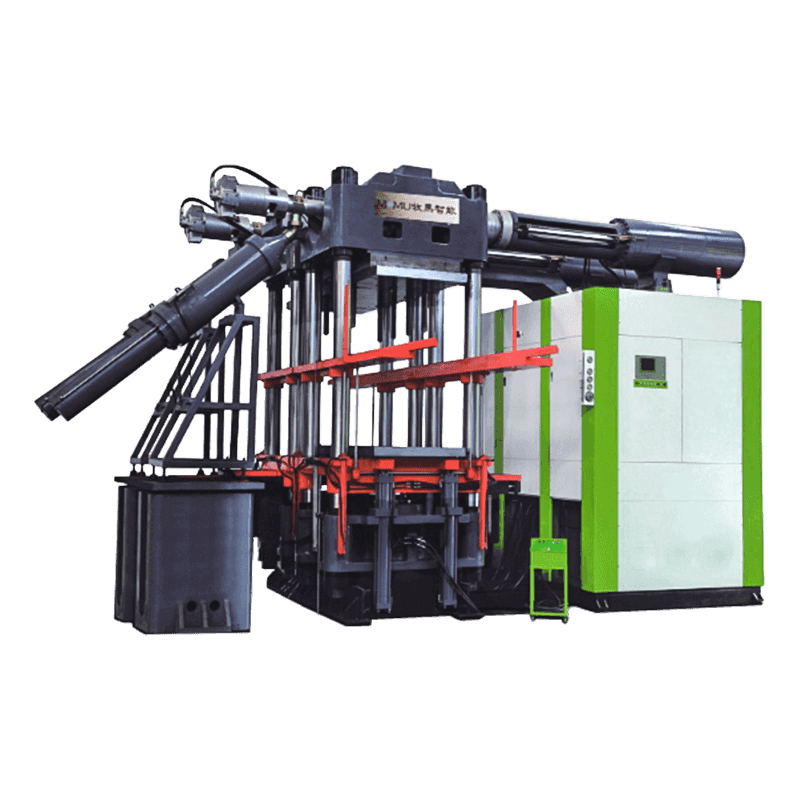
Para el procesamiento de LSR, la unidad de inyección está equipada con un sistema de mezcla y dosificación de dos componentes que extrae de los dos tambores de material mediante bombas de engranajes de precisión, los mezcla en la proporción correcta a través de un conjunto mezclador estático y entrega el material mezclado a un barril de inyección en frío. El conjunto de cilindro y tornillo se enfría (normalmente con agua fría a entre 5 y 15 °C) para mantener el LSR por debajo de su temperatura de activación durante el ciclo de inyección. Cuando el material se inyecta en el molde calentado (150–220 °C), el dramático aumento de temperatura activa el catalizador de platino y la reacción de curado se completa en segundos.
Componentees clave de una máquina de moldeo por inyección de silicona/caucho
| Component | Función | Especificación clave |
| Unidad dosificadora de dos componentes | Mide y bombea con precisión los componentes A y B del LSR | Precisión de relación ±0,5% o mejor |
| Mezclador estático/dinámico | Mezcla homogéneamente los componentes A y B antes de la inyección. | Eficiencia de mezcla, calentamiento de bajo cizallamiento |
| Barril y tornillo de inyección en frío | Transporta e inyecta material mientras previene el curado prematuro | Refrigeración por agua helada, 5–15°C |
| Unidad de sujeción calentada y molde | Mantiene el molde cerrado bajo presión y proporciona calor de curado. | 150–220°C, fuerza de sujeción por cavidad |
| Sistema de canal frío | Entrega material a las cavidades sin desperdiciar el bebedero curado. | Residuos casi nulos, aislados térmicamente |
| Sistema de control (CNC/PLC) | Gestiona la velocidad, presión, temperatura y sincronización de la inyección. | Repetibilidad del proceso, registro de datos. |
Consideraciones de diseño de moldes específicas para el moldeo por inyección de silicona
El diseño de moldes para moldeo por inyección de silicona requiere una cuidadosa atención a factores que difieren significativamente de las herramientas termoplásticas. La baja viscosidad de la silicona en forma LSR, a menudo comparada con la crema espesa o la masa para panqueques, significa que fluirá fácilmente hacia el espacio más pequeño entre las superficies de separación del molde, produciendo rebabas que deben eliminarse en el posprocesamiento. El moldeado de silicona sin rebabas o casi sin rebabas requiere tolerancias de planitud de la superficie de partición extremadamente ajustadas, generalmente entre 2 y 5 micrones, y acero para herramientas rectificado con precisión con una dureza superior a 48 HRC para mantener estas tolerancias durante millones de ciclos.
La ventilación es fundamental en el diseño de moldes de silicona porque el aire atrapado en las cavidades no puede escapar a través del material como ocurre en algunos procesos porosos: el aire atrapado produce huecos, disparos cortos o defectos en la superficie. Se incorporan canales de ventilación de tan solo 3 a 8 micrones en la línea de separación y en los últimos puntos de llenado de cada cavidad. El diseño del sistema de expulsión también debe tener en cuenta la alta flexibilidad y adherencia de la superficie de las piezas de silicona curadas: el desmoldeo sin rasgar ni distorsionar las características de paredes delgadas generalmente requiere un diseño cuidadoso del ángulo de salida, texturizado de la superficie o el uso de recubrimientos antiadherentes como PTFE o tratamientos de superficie con plasma en las superficies de las cavidades.
Industrias y aplicaciones atendidas por el moldeo por inyección de silicona
La combinación de las excepcionales propiedades del material de la silicona y la precisión que se puede lograr mediante el moldeo por inyección hace que las máquinas de moldeo por inyección de silicona/caucho sean fundamentales para la producción en una gama notablemente diversa de industrias. Cada sector explota un subconjunto distinto de características de rendimiento de la silicona, y la capacidad de producir geometrías complejas con tolerancias estrictas en grandes volúmenes hace que el moldeo por inyección sea el método de producción preferido en todos ellos.
- Médico y farmacéutico: La biocompatibilidad, esterilizabilidad e inercia química de la silicona la convierten en el material elegido para componentes de catéteres, sellos de dispositivos implantables, empuñaduras de instrumentos quirúrgicos, máscaras respiratorias y membranas de válvulas de administración de medicamentos. El moldeo por inyección LSR permite que estas piezas se produzcan según los estándares de dispositivos médicos de Clase III con validación y trazabilidad completas del proceso.
- Automotriz: Los sellos de conectores, anillos de ojal, fundas de bujías, mangueras de turbocompresor y juntas para aplicaciones debajo del capó dependen de la capacidad de la silicona para mantener el rendimiento del sellado a temperaturas que oscilan entre -60 °C y más de 200 °C durante toda la vida útil del vehículo.
- Electrónica de consumo: Las cubiertas protectoras, las membranas de los botones, los sellos impermeabilizantes para dispositivos portátiles y las puntas de los auriculares se moldean por inyección a partir de LSR en herramientas de alta cavitación que producen millones de piezas por año con una precisión dimensional constante.
- Productos infantiles y juveniles: Las tetinas de biberones, chupetes, mordedores y puntas de cucharas de alimentación fabricados con compuestos LSR aptos para uso alimentario y que cumplen con la FDA se producen en moldes de múltiples cavidades con estrictos protocolos de fabricación higiénicos.
- Industrial y energético: Las cobertizos para aisladores eléctricos para equipos de transmisión de alto voltaje, diafragmas de bombas, válvulas de retención y sellos para procesamiento químico aprovechan la combinación de resistividad eléctrica, estabilidad UV y resistencia química de la silicona en entornos exteriores y de proceso exigentes.
Desde el mineral de cuarcita introducido en los hornos de arco hasta el sello de silicona moldeado con precisión en un implante médico, el viaje de la silicona desde la materia prima hasta el producto terminado es el de la química industrial y la ingeniería de precisión trabajando en estrecha coordinación. La máquina de moldeo por inyección de silicona/caucho se encuentra en el centro de esta cadena de valor: transforma un polímero termoestable cuidadosamente formulado en componentes dimensionalmente precisos y de alto rendimiento que se integran de manera invisible pero indispensable en los productos que definen la vida moderna.