Contenido
- 1 ¿Qué es una máquina vulcanizadora de caucho al vacío y cómo funciona?
- 2 Componentes principales y sus funciones
- 3 undvantages of Vacuum Curing Over Conventional Vulcanizing
- 4 Industrias y aplicaciones que dependen de la vulcanización al vacío
- 5 Tipos y configuraciones de máquinas de vulcanización al vacío
- 6 Factores clave a evaluar al comprar una máquina vulcanizadora de caucho al vacío
- 7 Prácticas de mantenimiento que protegen el rendimiento de la máquina
¿Qué es una máquina vulcanizadora de caucho al vacío y cómo funciona?
un máquina de vulcanización de caucho al vacío es una pieza especializada de equipo industrial que utiliza calor, presión y un entorno de vacío controlados para curar químicamente el caucho en bruto o compuesto hasta obtener su forma final y duradera. La vulcanización en sí es el proceso mediante el cual las cadenas de polímeros del caucho se reticulan (generalmente a través de sistemas de curado a base de azufre o peróxido), transformando el caucho crudo suave, pegajoso y dimensionalmente inestable en un material con alta elasticidad, resistencia a la tracción, resistencia a la abrasión y estabilidad térmica. La adición de vacío al proceso de vulcanización es lo que distingue a esta clase de máquina de los equipos de curado en autoclave o prensa convencionales.
En una prensa de vulcanización estándar, el aire puede quedar atrapado entre el compuesto de caucho y la superficie del molde durante la fase de cierre, lo que genera huecos, ampollas en la superficie, relleno incompleto en áreas de detalles finos y densidad inconsistente en toda la pieza. Una máquina vulcanizadora de caucho al vacío evacua este aire antes y durante el ciclo de moldeo generando un vacío dentro de una cámara sellada que rodea el molde. Al eliminar la presión atmosférica, el caucho fluye uniformemente por cada contorno del molde, se extraen los gases disueltos en el compuesto y la pieza curada resultante logra una microestructura más densa y uniforme con un acabado superficial superior en comparación con el curado sin vacío.
El ciclo operativo de una máquina de vulcanización al vacío generalmente sigue una secuencia fija: la carga de caucho se carga en el molde, el molde se cierra y se sella dentro de la cámara de vacío, la bomba de vacío evacua la cámara hasta una presión negativa objetivo (generalmente entre -0,08 MPa y -0,1 MPa) y luego se aplican calor y presión hidráulica o neumática simultáneamente para curar la pieza. Los tiempos de ciclo varían desde unos pocos minutos hasta más de una hora dependiendo del compuesto de caucho, el espesor de la pared de la pieza y la temperatura de curado, que normalmente oscila entre 140 °C y 200 °C para la mayoría de los elastómeros industriales.

Componentes principales y sus funciones
Comprender la arquitectura mecánica de una máquina vulcanizadora de caucho al vacío ayuda a los ingenieros y equipos de adquisiciones a evaluar la calidad del equipo, solucionar problemas de rendimiento y especificar las máquinas correctamente para sus requisitos de producción. Los principales subsistemas funcionales están estrechamente integrados y cada uno juega un papel directo en la calidad del producto.
Placas calefactoras y sistema de control de temperatura.
Las placas calefactoras son las principales superficies de transferencia de calor que rodean el molde y conducen energía térmica al compuesto de caucho durante el curado. En la mayoría de las máquinas de vulcanización al vacío, los platos se calientan mediante elementos de resistencia eléctrica integrados dentro de placas de acero mecanizado o hierro fundido, aunque los platos calentados con vapor también se utilizan en entornos de producción de gran volumen donde se encuentra disponible un suministro de vapor centralizado. La distribución precisa y uniforme de la temperatura en toda la superficie de la platina es fundamental: las variaciones de temperatura de más de ±3 °C entre zonas pueden provocar estados de curado desiguales dentro de la pieza, produciendo áreas de curado insuficiente (blandas, débiles) junto con áreas de curado excesivo (quebradizas, degradadas). Las máquinas modernas utilizan controladores de temperatura PID (proporcional-integral-derivado) con múltiples zonas de calentamiento independientes y retroalimentación de termopar para mantener una estricta uniformidad térmica durante todo el ciclo.
Sistema de vacío y cámara de sellado
El sistema de vacío consta de una bomba de vacío, generalmente de paletas giratorias o de tornillo seco, conectada a una cámara sellada que encierra el área del molde. La integridad del sellado de esta cámara es uno de los parámetros de calidad más críticos de la máquina: cualquier fuga en las juntas de la cámara, los sellos de las puertas o las interfaces de la placa limitará el nivel de vacío alcanzable y permitirá la entrada de aire durante el ciclo de curado. Las máquinas de alta calidad utilizan sellos de silicona reforzada o fluoroelastómero clasificados para funcionamiento continuo a temperaturas de curado. El nivel de vacío es monitoreado por un vacuómetro y controlado por un sistema de válvula automatizado que mantiene la presión objetivo desde la evacuación inicial hasta el tiempo completo de curado.
Sistema de prensado hidráulico o neumático
La fuerza de sujeción se aplica al molde a través de un cilindro hidráulico o un actuador neumático que impulsa el plato superior hacia abajo contra el plato inferior. La presión de sujeción debe ser suficiente para mantener las mitades del molde cerradas contra la presión interna generada por el compuesto de caucho a medida que se calienta, se ablanda y fluye durante el curado. Una presión de sujeción insuficiente provoca rebabas (aletas delgadas de caucho curado que se exprimen entre las líneas de separación del molde), mientras que una presión excesiva puede dañar los detalles finos del molde o distorsionar las cavidades del molde de paredes delgadas. Los sistemas hidráulicos ofrecen un control de presión más preciso y ajustable y son los preferidos para las máquinas de producción. Las fuerzas de sujeción suelen variar desde unas pocas toneladas en pequeñas máquinas de laboratorio hasta varios cientos de toneladas en grandes prensas industriales utilizadas para componentes de sellado industriales y de automoción.
undvantages of Vacuum Curing Over Conventional Vulcanizing
La decisión de invertir en tecnología de vulcanización al vacío en lugar de una prensa convencional está impulsada por las mejoras mensurables de la calidad y la eficiencia del proceso que ofrece en una amplia gama de productos de caucho. Los fabricantes que han pasado del prensado estándar al curado al vacío informan constantemente de los siguientes beneficios:
- Eliminación de defectos nulos: El aire atrapado y los gases volátiles se eliminan antes de que comience el curado, eliminando la porosidad y los defectos de ampollas que son comunes en las piezas de caucho prensadas convencionalmente, particularmente en secciones transversales gruesas y geometrías de cavidades cerradas.
- Acabado superficial superior: Sin barrera de aire entre el compuesto y la superficie del molde, el caucho replica la fina textura y los detalles del molde con mucha mayor fidelidad, produciendo piezas con superficies más suaves y consistentes que requieren menos acabado postcurado.
- Propiedades mecánicas mejoradas: Las piezas curadas al vacío exhiben una mayor resistencia a la tracción, un mejor alargamiento de rotura y una dureza más consistente porque la red de polímero se forma sin discontinuidades internas causadas por el gas atrapado.
- Mejor flujo compuesto y llenado del molde: El flujo asistido por vacío permite que los compuestos de caucho llenen completamente geometrías complejas de moldes (incluidos cortes socavados, nervaduras delgadas y pasajes de diámetro pequeño) que atraparían aire y darían como resultado disparos cortos en condiciones sin vacío.
- Tasas más bajas de desperdicio y rechazo: La combinación de eliminación de defectos y control constante del proceso reduce directamente el porcentaje de piezas rechazadas durante la inspección de calidad, mejorando el rendimiento y reduciendo el desperdicio de material.
- Compatibilidad con compuestos sensibles: Ciertos compuestos de caucho especiales, incluidas formulaciones de silicona, fluoroelastómero (FKM) y EPDM, contienen plastificantes de bajo punto de ebullición o auxiliares de procesamiento que pueden volatilizarse y causar defectos en condiciones de curado atmosféricas. El curado al vacío gestiona estos volátiles de forma eficaz.
Industrias y aplicaciones que dependen de la vulcanización al vacío
Las máquinas de vulcanización de caucho al vacío se utilizan en una amplia gama de industrias donde la precisión dimensional, la calidad de la superficie y la integridad interna de los componentes de caucho no son negociables. Los siguientes sectores representan las principales áreas de aplicación:
- unutomotive Sealing Systems: Los sellos de puertas, sellos de canales de ventanas, juntas de motor, juntas tóricas y soportes amortiguadores de vibraciones requieren caucho curado sin defectos con tolerancias dimensionales estrictas. El curado al vacío es una práctica estándar para aplicaciones de sellado automotriz de primera calidad.
- unerospace and Defense: unircraft fuel system seals, hydraulic O-rings, and vibration isolators made from fluoroelastomer or silicone are routinely vacuum-cured to meet strict aerospace quality standards that prohibit internal voids in structural elastomeric components.
- Equipos Médicos y Farmacéuticos: Las membranas, diafragmas, componentes de tubos y sellos de silicona utilizados en dispositivos médicos y equipos de procesamiento farmacéutico deben estar libres de porosidad interna que pueda albergar contaminantes o comprometer el rendimiento mecánico en servicios críticos.
- Electrónica y Aislamiento Eléctrico: Los teclados de caucho, los sellos de conectores, los componentes de aislamiento de cables y las piezas de encapsulación de silicona para electrónica requieren las propiedades dieléctricas consistentes y la calidad de la superficie que ofrece el curado al vacío.
- Fabricación de calzado: Las máquinas de vulcanización al vacío se utilizan ampliamente en la producción de suelas de zapatos, particularmente de EVA y suelas de caucho, donde las bolsas de aire crearían puntos débiles en la estructura de la suela y afectarían la unión entre las capas.
- Rodillos y Revestimientos Industriales: Los rodillos recubiertos de caucho para impresión, procesamiento textil y fabricación de papel se curan al vacío para garantizar una adhesión completa del caucho al núcleo metálico y una dureza uniforme en toda la cara del rodillo.
Tipos y configuraciones de máquinas de vulcanización al vacío
Las máquinas vulcanizadoras de caucho al vacío están disponibles en varias configuraciones adecuadas para diferentes escalas de producción, tamaños de piezas y requisitos de proceso. Seleccionar la configuración correcta es un paso importante en la especificación del equipo.
| Tipo de máquina | Configuración | Más adecuado para |
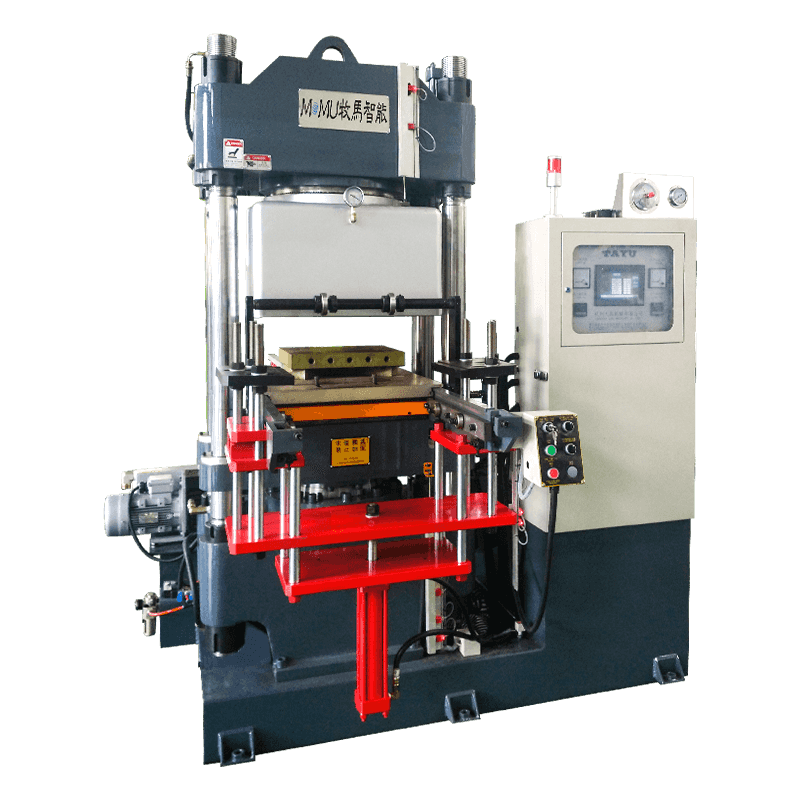
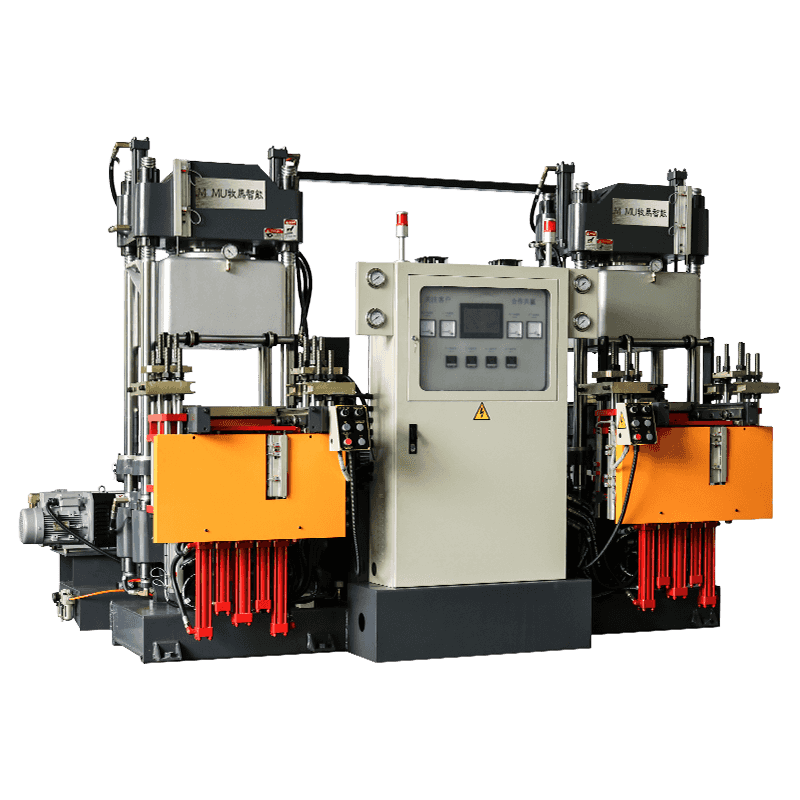
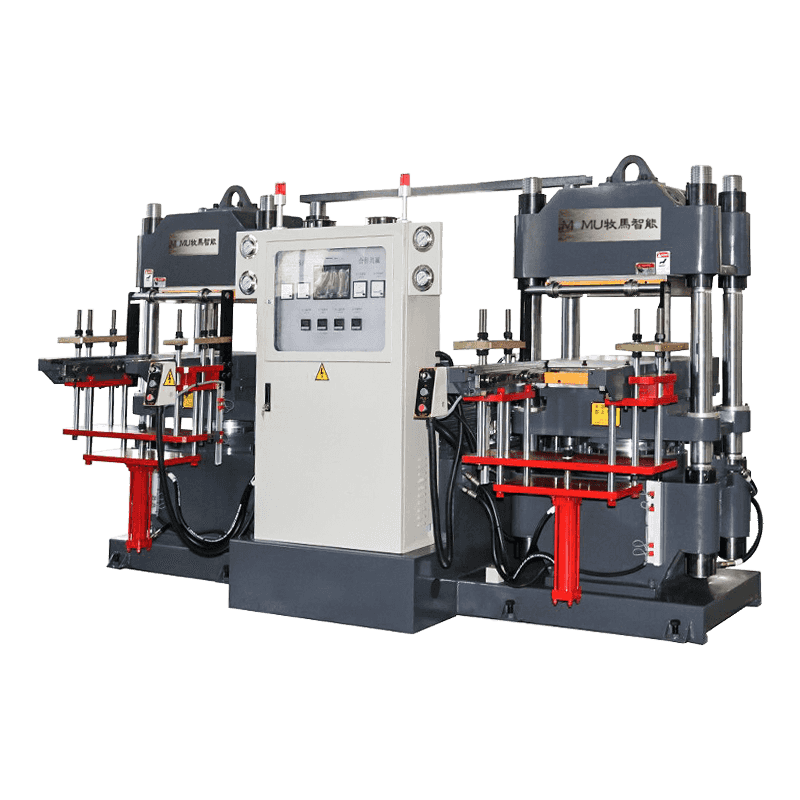
| Prensa de vacío de luz diurna única | Una abertura de molde entre dos platos calentados. | Piezas pequeñas y medianas, trabajos de laboratorio y prototipos. |
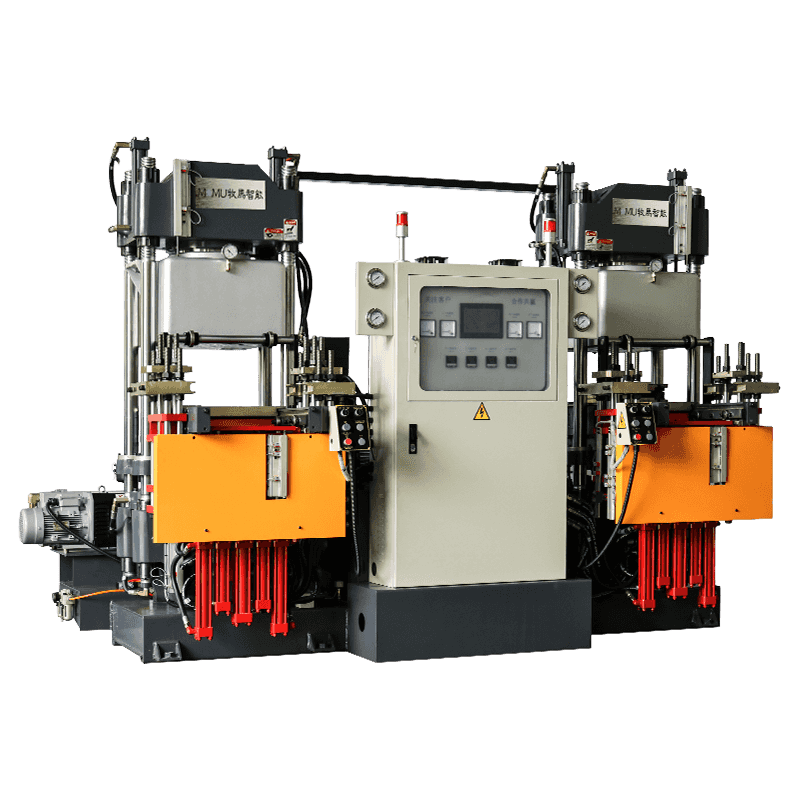
| Prensa de vacío con luz diurna múltiple | Múltiples niveles de molde curados simultáneamente | Piezas planas de gran volumen, láminas, suelas de calzado. |
| Sistema de bolsa de vacío/autoclave | Bolsa de vacío flexible que encierra la pieza en una cámara calentada | Piezas grandes y de formas complejas y laminados de caucho compuestos. |
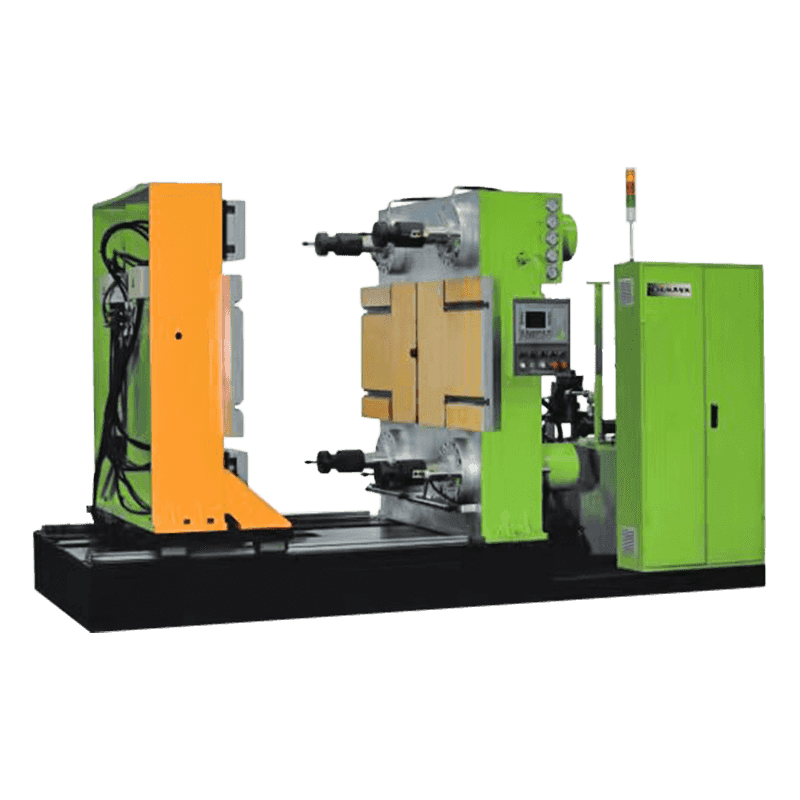
| Máquina rotativa de vulcanización al vacío | Rotación de moldes estilo carrusel a través de estaciones de curado | Producción continua de alto rendimiento de piezas pequeñas y uniformes. |
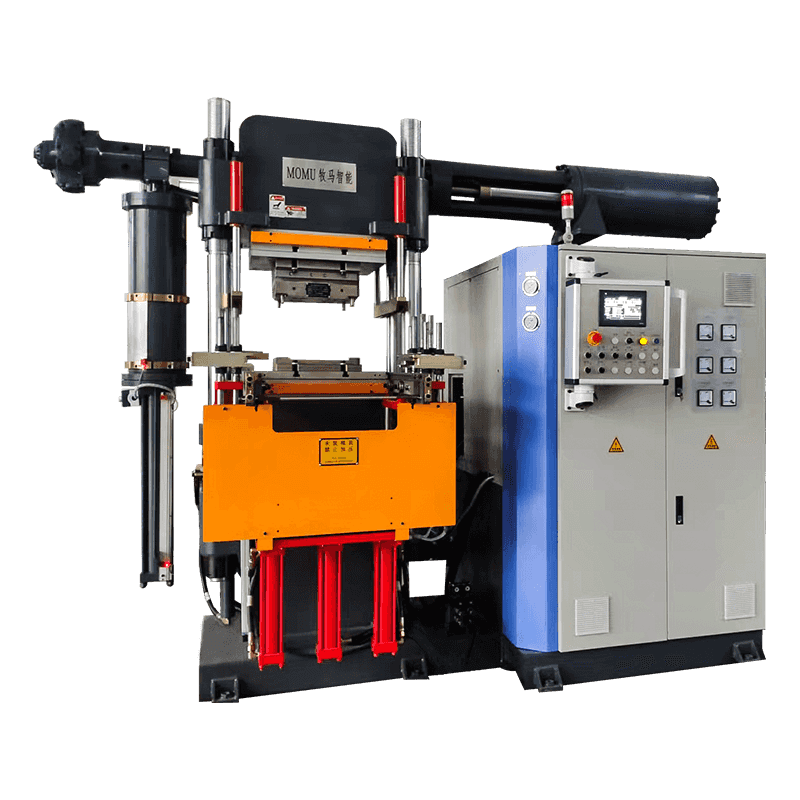
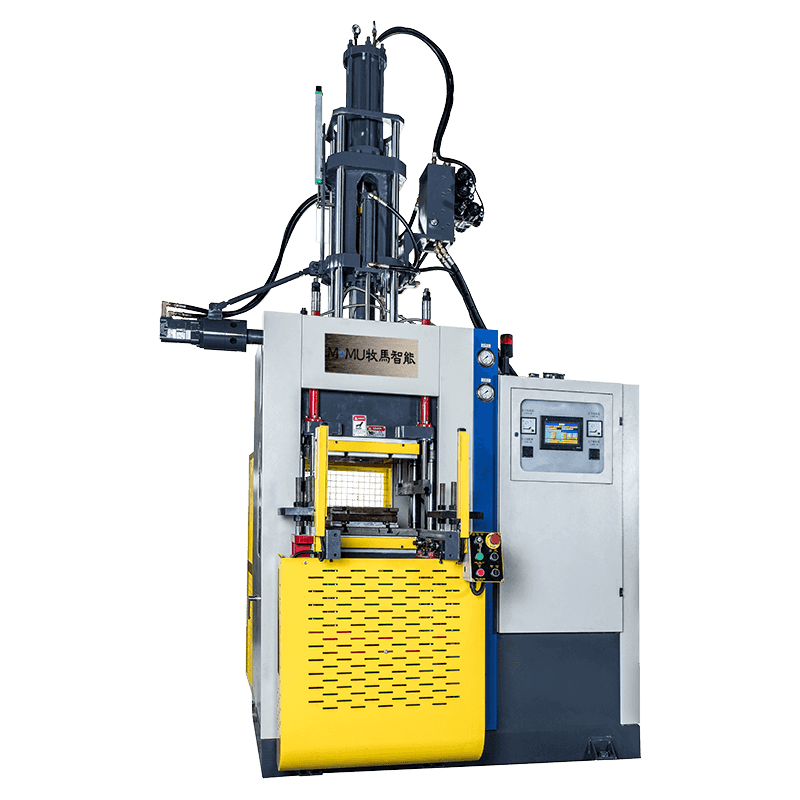
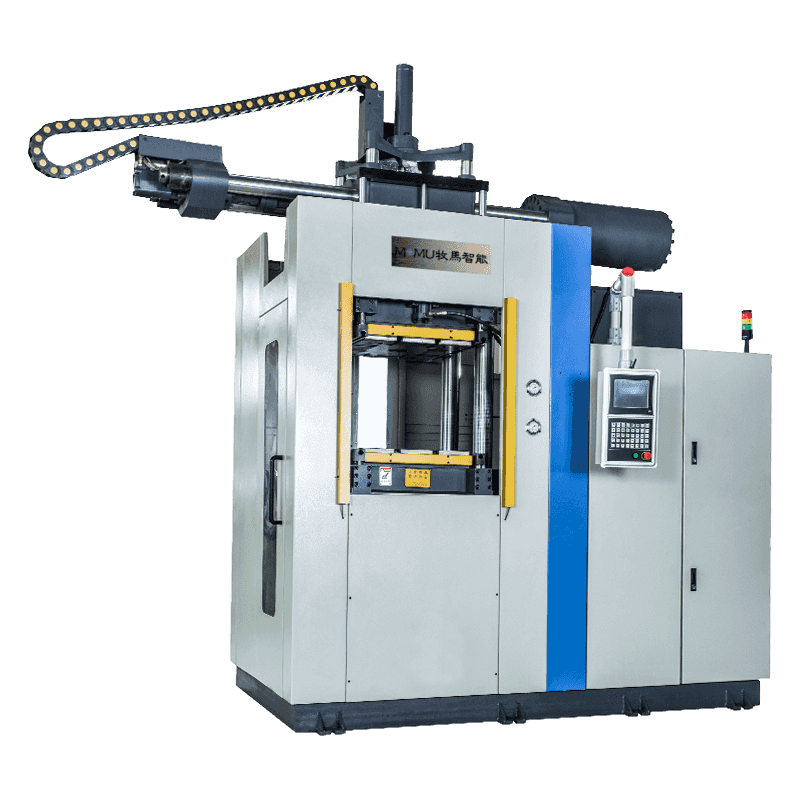
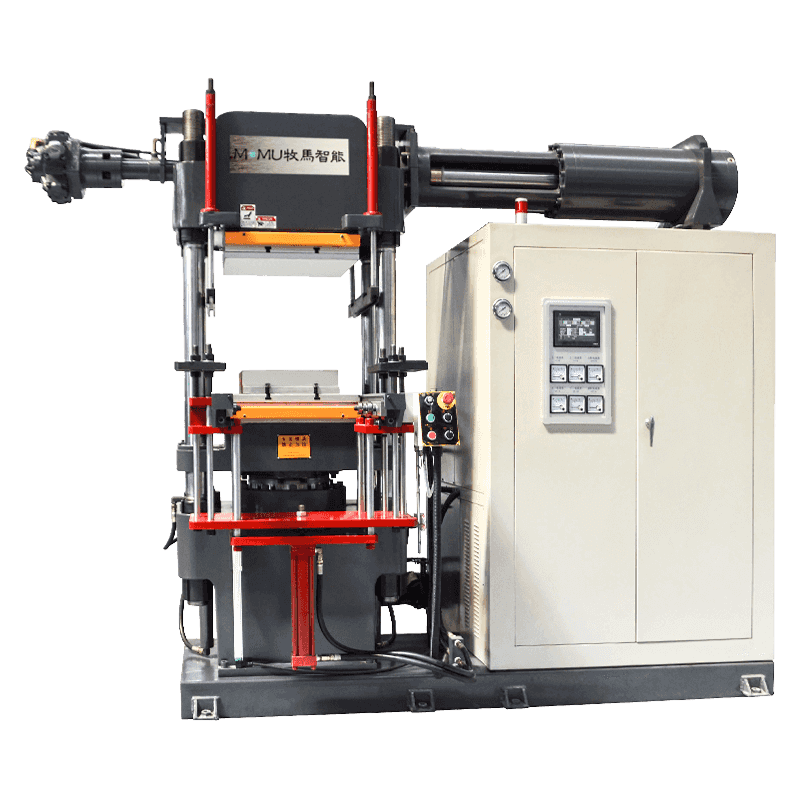
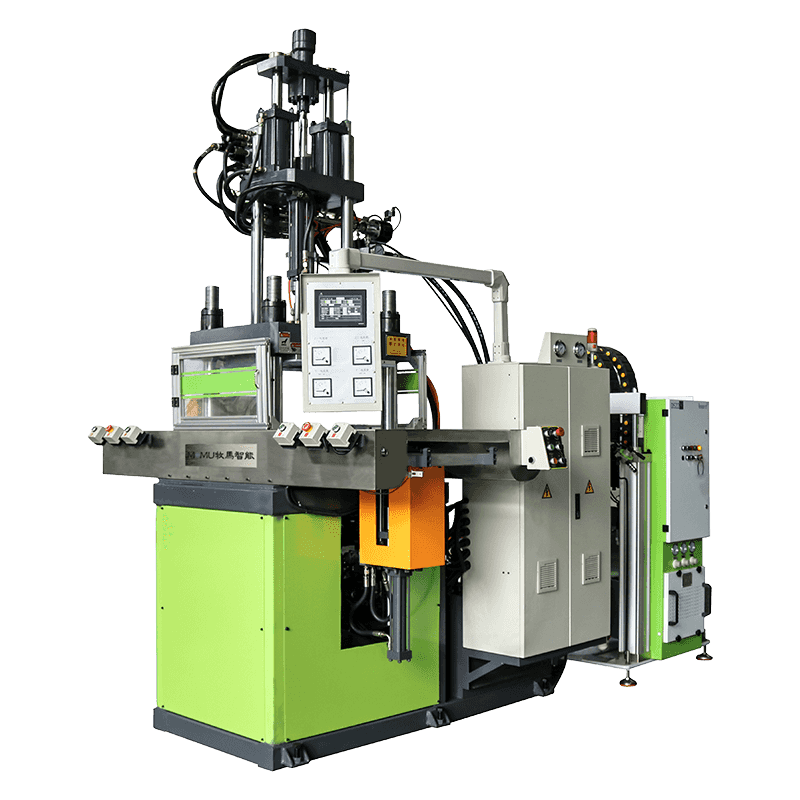
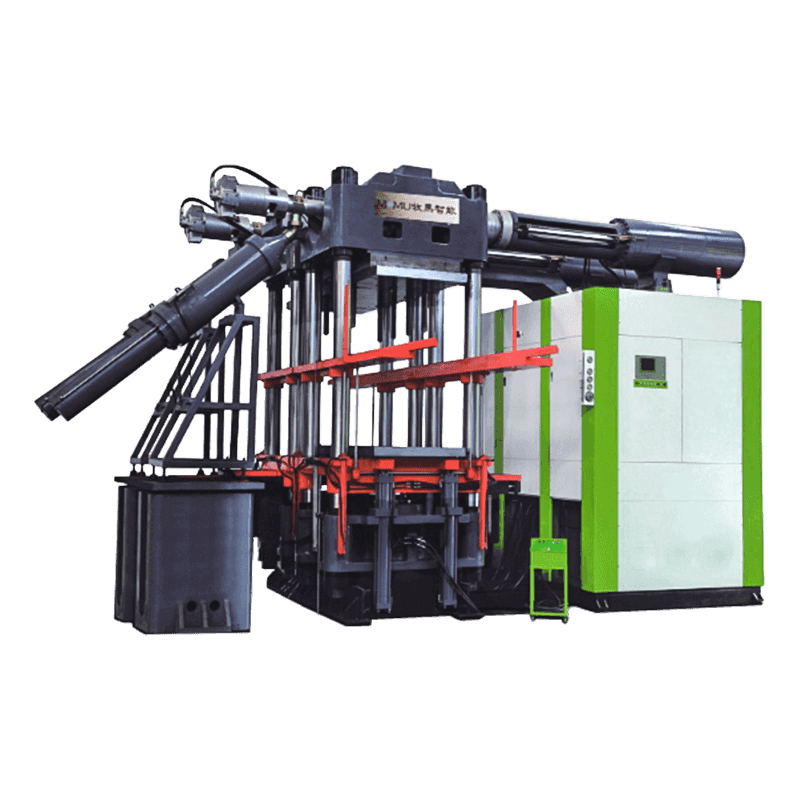
| Prensa de vulcanización al vacío por inyección | Combina cámara de vacío con unidad de inyección de caucho. | Juntas y piezas técnicas de caucho moldeadas por inyección de precisión |
Factores clave a evaluar al comprar una máquina vulcanizadora de caucho al vacío
Invertir en una máquina de vulcanización al vacío es una decisión de capital importante y el proceso de especificación requiere una evaluación cuidadosa tanto de los requisitos de producción actuales como de las necesidades futuras proyectadas. Apresurar el proceso de selección o centrarse únicamente en el precio a menudo conduce a que los equipos tengan un rendimiento inferior, requieran actualizaciones costosas o no cumplan con las certificaciones de calidad requeridas por los clientes clave.
Tamaño del plato y fuerza de sujeción
Las dimensiones de la platina deben adaptarse al molde más grande que desee utilizar, con suficiente margen alrededor del perímetro del molde para garantizar una distribución uniforme de la presión. La fuerza de sujeción se debe calcular en función de la presión proyectada en la cavidad del compuesto de caucho a la temperatura de curado multiplicada por el área total proyectada de todas las cavidades en el molde. Una fuerza de sujeción insuficiente provoca rebabas; Las máquinas de gran tamaño consumen más energía y espacio del necesario. Solicite cálculos de ingeniería al proveedor de la máquina en función de los datos específicos de su molde y compuesto antes de finalizar la especificación.
Nivel de vacío y capacidad de la bomba
El nivel de vacío alcanzable es una medida directa de la eficacia con la que la máquina elimina aire y gases del entorno del molde. Especifique el nivel de vacío objetivo (normalmente -0,095 MPa o mejor para aplicaciones exigentes) y confirme el tiempo de inactividad del bombeo para alcanzar este nivel con un molde cargado en su lugar. La capacidad de la bomba (medida en m³/h o CFM) debe coincidir con el volumen de la cámara de vacío más cualquier volumen muerto en las tuberías de conexión. Las máquinas con bombas de tamaño insuficiente tardan demasiado en alcanzar los niveles de vacío objetivo, lo que prolonga los tiempos de ciclo y reduce la producción.
Sistema de control y registro de datos
Las máquinas modernas de vulcanización al vacío deben estar equipadas con un controlador lógico programable (PLC) y una interfaz hombre-máquina (HMI) con pantalla táctil que permita a los operadores almacenar y recuperar ciclos de curado de varios pasos, monitorear todos los parámetros del proceso en tiempo real y generar registros de producción para la trazabilidad de la calidad. Para los clientes de las cadenas de suministro automotrices y aeroespaciales, el registro de datos de temperatura, presión, nivel de vacío y tiempo de ciclo para cada lote de producción es un requisito de auditoría estándar. Verifique que el sistema de control de la máquina cumpla con los requisitos de documentación de su sistema de gestión de calidad antes de la compra.
Prácticas de mantenimiento que protegen el rendimiento de la máquina
La confiabilidad a largo plazo de una máquina vulcanizadora de caucho al vacío depende en gran medida de un programa de mantenimiento preventivo estructurado centrado en los componentes más sujetos a desgaste y degradación en un entorno de producción de ciclos elevados y altas temperaturas.
- Inspección del sello al vacío: Los sellos de la puerta de la cámara y la placa deben inspeccionarse para detectar deformación por compresión, grietas o contaminación de la superficie en cada intervalo de mantenimiento. Los sellos degradados son la causa más común de pérdida de vacío y deben reemplazarse de forma programada en lugar de esperar a que se produzca una falla visible.
- Mantenimiento de la bomba de vacío: Las bombas de paletas rotativas requieren cambios de aceite regulares: el aceite de bomba contaminado o degradado reduce significativamente los niveles de vacío alcanzables. Las bombas de tornillo seco requieren una inspección periódica del rotor y los cojinetes. Siga estrictamente los intervalos de servicio recomendados por el fabricante.
- Verificación de la planitud de la platina: Con el tiempo, los ciclos térmicos repetidos y las cargas mecánicas pueden hacer que las superficies de la placa desarrollen curvatura o puntos bajos localizados que resulten en una distribución desigual de la presión en todo el molde. Compruebe periódicamente la planitud de la platina utilizando una regla de precisión y una galga de espesores.
- Servicio del sistema hidráulico: Se deben tomar muestras y analizar el aceite hidráulico anualmente para detectar contaminación por partículas y degradación de la viscosidad. Los sellos de los cilindros y las conexiones de las mangueras deben inspeccionarse para detectar fugas en cada visita de mantenimiento preventivo.
- Calibración de termopar y controlador: La precisión de la medición de temperatura varía con el tiempo a medida que envejecen las uniones de termopares. La calibración anual de todos los sensores de temperatura frente a un estándar de referencia trazable es esencial para mantener la consistencia del curado y satisfacer los requisitos de auditoría del sistema de calidad.
un vacuum rubber vulcanizing machine represents one of the most technically complete solutions available for producing high-quality, defect-free rubber components at production scale. By combining precise thermal control, hydraulic clamping, and vacuum-assisted degassing in a single integrated system, it addresses the most persistent quality challenges in rubber molding and positions manufacturers to meet the increasingly demanding specifications of the automotive, aerospace, medical, and industrial markets they serve.