Contenido
- 1 Qué hace una máquina de moldeo por compresión de caucho
- 2 Componentes principales de una máquina de moldeo por compresión de caucho
- 3 Parámetros clave del proceso y cómo afectan la calidad de las piezas
- 4 Tipos de máquinas de moldeo por compresión de caucho
- 5 Moldeo por compresión versus moldeo por transferencia y inyección para caucho
- 6 Qué evaluar al seleccionar una máquina de moldeo por compresión de caucho
- 7 Prácticas de mantenimiento que prolongan la vida útil de la máquina y protegen la calidad de las piezas
El moldeo por compresión de caucho es uno de los procesos más antiguos y más utilizados en la fabricación de piezas de caucho, y la máquina en el centro de este proceso (la máquina de moldeo por compresión de caucho) sigue siendo una piedra angular de las líneas de producción en los sectores automotriz, aeroespacial, de sellado industrial y de bienes de consumo. un pesar del auge de las tecnologías de moldeo por inyección y transferencia, el moldeo por compresión perdura debido a su simplicidad, ventajas en costos de herramientas y su idoneidad para una amplia gama de compuestos de caucho y geometrías de piezas. Comprender cómo funcionan estas máquinas, qué distingue a los equipos de alta calidad de los promedio y cómo adaptar las especificaciones de las máquinas a sus necesidades de producción es esencial para los ingenieros, gerentes de adquisiciones y operadores de plantas que trabajan con productos de caucho vulcanizado.
Qué hace una máquina de moldeo por compresión de caucho
A máquina de moldeo por compresión de caucho aplica calor y presión controlados a una carga previamente medida de compuesto de caucho sin curar colocado directamente en una cavidad de molde abierta. Cuando la máquina cierra el molde bajo presión hidráulica, el caucho se ve obligado a adaptarse a la forma de la cavidad. El calor sostenido (generalmente entre 150 °C y 200 °C según el compuesto) desencadena la vulcanización, el proceso químico de reticulación que transforma el compuesto de caucho blando y flexible en una pieza terminada elástica y duradera. Una vez que se completa el ciclo de curado, el molde se abre y se retira la pieza, lo que a menudo requiere un desbarbado manual para recortar el exceso de material que ha fluido hacia la línea de separación.
El proceso de moldeo por compresión es especialmente adecuado para caucho natural, EPDM, silicona, neopreno, nitrilo (NBR) y fluoroelastómeros (FKM/Viton). Se utiliza comúnmente para producir sellos, juntas, juntas tóricas, amortiguadores de vibraciones, diafragmas, casquillos y perfiles de caucho personalizados. Debido a que el molde está abierto durante la carga, el moldeo por compresión acomoda caucho reforzado con tela, piezas unidas entre metal y caucho e inserciones de manera más natural que los procesos de moldeo por inyección, lo que lo convierte en el método preferido para componentes complejos de caucho compuesto.
Componentes principales de una máquina de moldeo por compresión de caucho
Comprender los componentes principales de una máquina de moldeo por compresión aclara tanto sus principios operativos como los factores de calidad clave que se deben evaluar al comparar modelos de diferentes fabricantes.
Sistema hidráulico
El sistema hidráulico es el corazón generador de fuerza de la máquina. Una bomba hidráulica impulsa el fluido hacia los cilindros que accionan la placa móvil, generando la fuerza de sujeción que cierra el molde y mantiene la presión durante todo el ciclo de curado. La fuerza de sujeción se mide en toneladas y determina directamente el tamaño máximo del molde y la presión de la cavidad que se pueden alcanzar. Las máquinas van desde pequeñas unidades de mesa de 10 a 50 toneladas para trabajos de laboratorio y prototipos, hasta grandes prensas de producción que superan las 1.000 toneladas para piezas industriales y de automoción. La estabilidad de la presión del sistema hidráulico durante el curado es crítica: las fluctuaciones causan variaciones dimensionales en la pieza terminada y pueden resultar en un relleno incompleto o huecos en el caucho.

Platos calentados
Las placas superior e inferior son placas metálicas planas rectificadas con precisión que sostienen las mitades del molde y les transfieren calor. Los platos se calientan internamente mediante elementos de resistencia eléctrica, vapor o circulación de aceite caliente. La calefacción eléctrica es más común en las máquinas modernas debido a su control preciso y facilidad de mantenimiento. El calentamiento con vapor ofrece tasas de calentamiento rápidas pero requiere infraestructura y sistemas de gestión de presión. La uniformidad de la distribución de la temperatura en la superficie de la platina es uno de los indicadores de calidad más importantes para una máquina de moldeo por compresión: la variación de temperatura de más de ±3 °C en la platina puede causar un curado desigual, lo que resulta en piezas con dureza, densidad y precisión dimensional inconsistentes en todo el molde.
Sistema de control
Las modernas máquinas de moldeo por compresión de caucho utilizan sistemas de control basados en PLC (controlador lógico programable) con paneles HMI (interfaz hombre-máquina) con pantalla táctil que permiten a los operadores programar y almacenar recetas de curado: combinaciones de configuraciones de temperatura, presión y tiempo para compuestos de caucho y geometrías de piezas específicas. Las máquinas avanzadas ofrecen control de presión de múltiples etapas, respiración automática del molde (liberación de presión momentánea controlada para permitir que el aire atrapado y los volátiles escapen durante el curado) e integración con sistemas de datos de calidad y monitoreo de producción. Las máquinas de nivel básico pueden utilizar controles de temporizador y termostato analógicos o basados en relés más simples, que limitan la precisión y la trazabilidad pero reducen los costos.
Parámetros clave del proceso y cómo afectan la calidad de las piezas
La calidad del moldeo por compresión del caucho se rige por tres parámetros de proceso interdependientes: temperatura, presión y tiempo. Hacerlos correctamente para un compuesto de caucho y un diseño de molde específicos es la base de una producción consistente.
| Parámetro | Rango típico | Efecto de demasiado bajo | Efecto de demasiado alto |
| Temperatura | 150°C – 200°C | Subcurar; partes blandas y débiles | Sobrecurar; fragilidad, degradación de la superficie |
| Presión | Presión de cavidad de 5 a 15 MPa | Relleno incompleto; porosidad; tiros cortos | Destello excesivo; daño por moho |
| Tiempo de curación | 2 – 20 minutos (dependiente del compuesto) | Subcurar; pegajosidad; malas propiedades mecánicas | Reversión (en NR); tiempo de ciclo perdido |
El tiempo de curado es específico del compuesto y debe establecerse mediante pruebas con reómetro (utilizando instrumentos como un MDR (reómetro de matriz móvil) antes de que comience la producción. El reómetro genera una curva de curado que muestra el tiempo de curado óptimo (T90: el tiempo para alcanzar el 90 % del par máximo) para una temperatura determinada. Hacer funcionar las piezas a T90 en lugar de curarlas en exceso reduce el tiempo del ciclo y el consumo de energía sin comprometer las propiedades mecánicas. Muchas instalaciones de producción almacenan datos de curado con reómetro junto con sus recetas de curado PLC para mantener la trazabilidad y permitir un ajuste rápido de la receta cuando cambian los lotes de materia prima.
Tipos de máquinas de moldeo por compresión de caucho
Las máquinas de moldeo por compresión de caucho están disponibles en varias configuraciones estructurales y operativas, cada una adaptada a diferentes escalas de producción y requisitos de piezas.
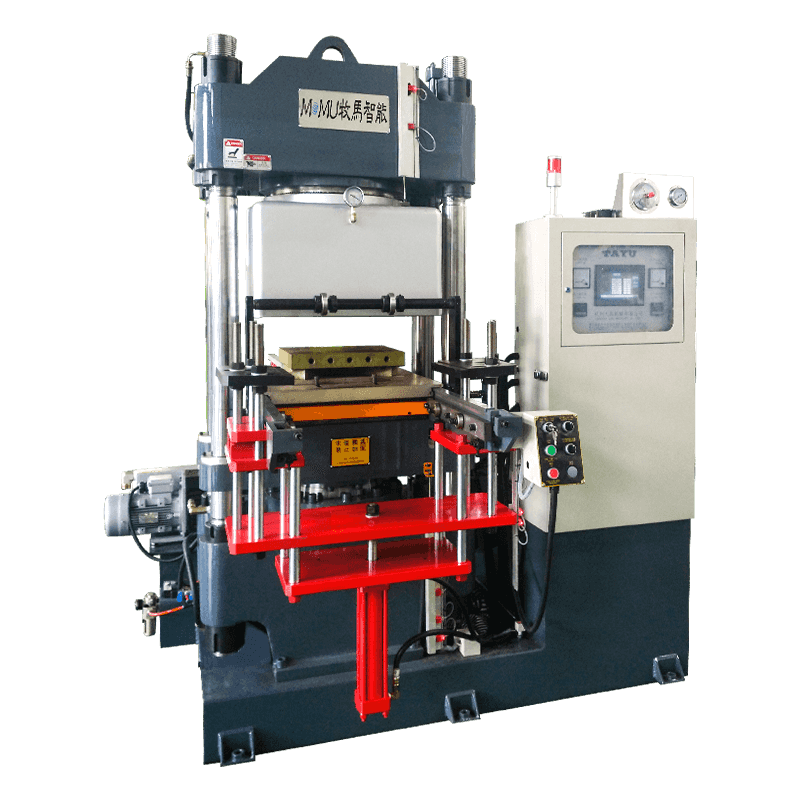
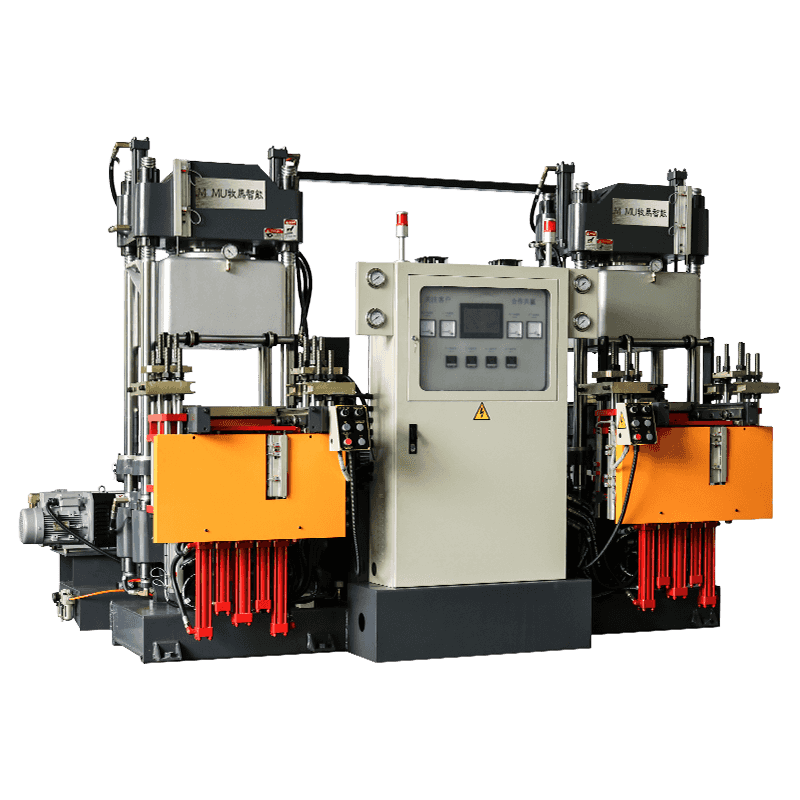
- Prensa de un solo día: La configuración más común, con un conjunto de placas superior e inferior que se abren y cierran en una sola acción. Fácil de operar y mantener, y adecuado para la mayoría de la producción de piezas de caucho estándar. Disponibles en tamaños desde modelos de laboratorio de mesa hasta grandes prensas industriales.
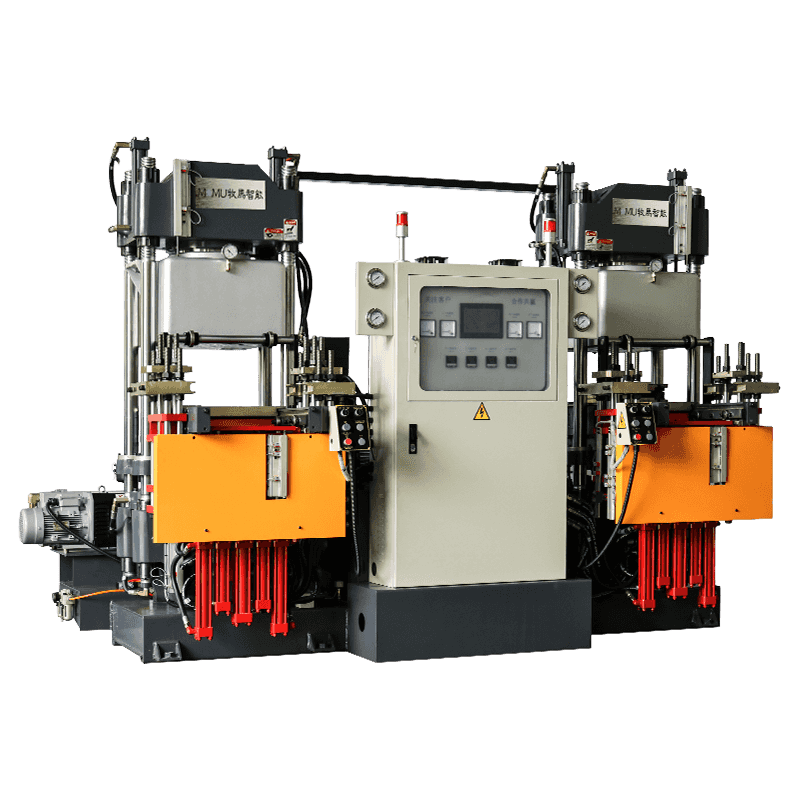
- Prensa multidiurna: Cuenta con múltiples niveles de apertura de moldes (luces diurnas) apilados verticalmente dentro de un solo marco de prensa, lo que permite curar varios moldes simultáneamente en un solo ciclo de prensa. Aumenta significativamente la producción por espacio de la máquina y se utiliza ampliamente en la producción de juntas y sellos de gran volumen.
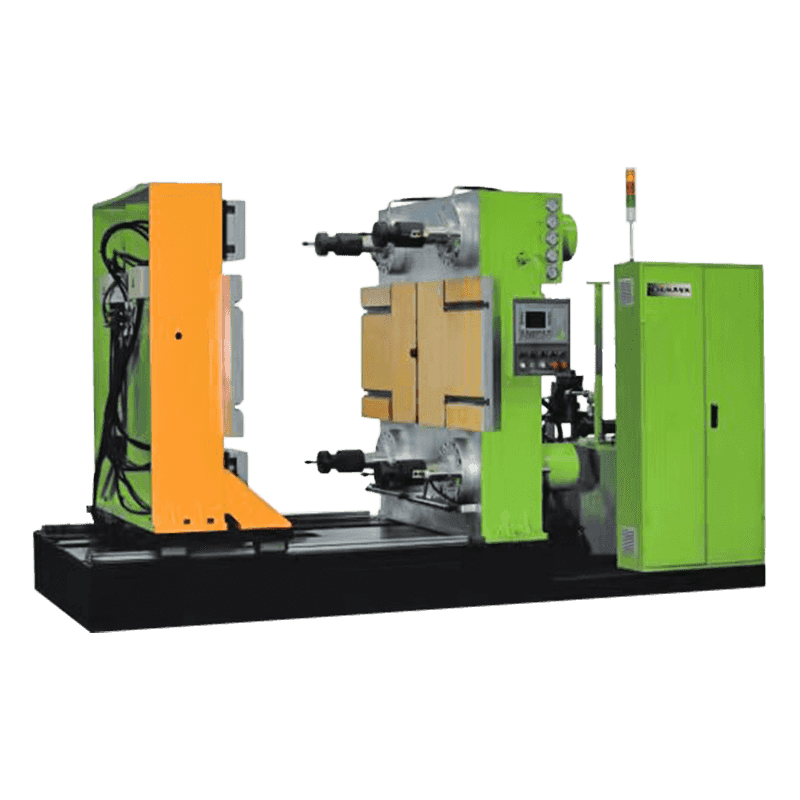
- Prensa de mesa giratoria: Utiliza un carrusel giratorio de estaciones de moldes que indexan las posiciones de carga, prensado y descarga. Permite un funcionamiento continuo con un tiempo de inactividad reducido del operador entre ciclos, muy adecuado para la producción de gran volumen de piezas pequeñas y medianas.
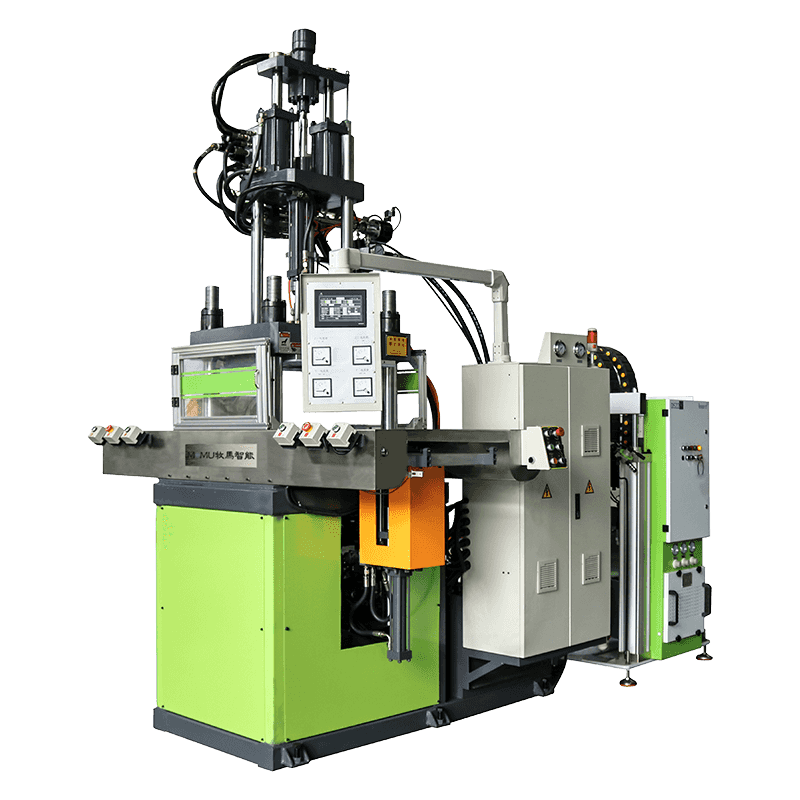
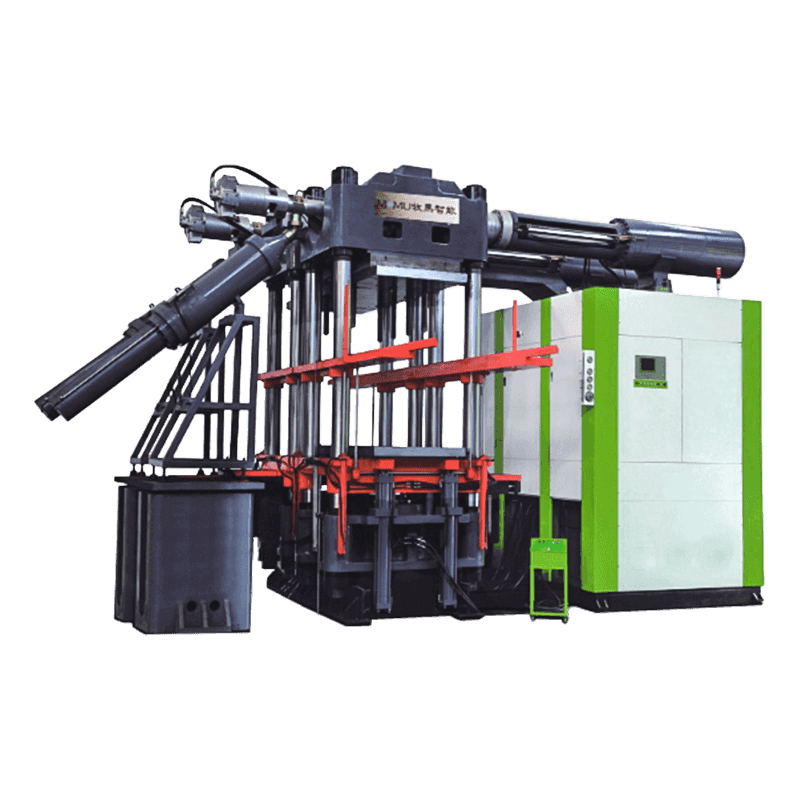
- Máquina de moldeo por compresión al vacío: Equipadas con una cámara de vacío alrededor del área del molde, estas máquinas evacuan el aire de la cavidad del molde antes y durante el cierre. Esto evita que quede aire atrapado en el caucho, lo cual es fundamental para las piezas de silicona y otras aplicaciones donde la porosidad es inaceptable, como dispositivos médicos, sellos en contacto con alimentos y diafragmas de alto rendimiento.
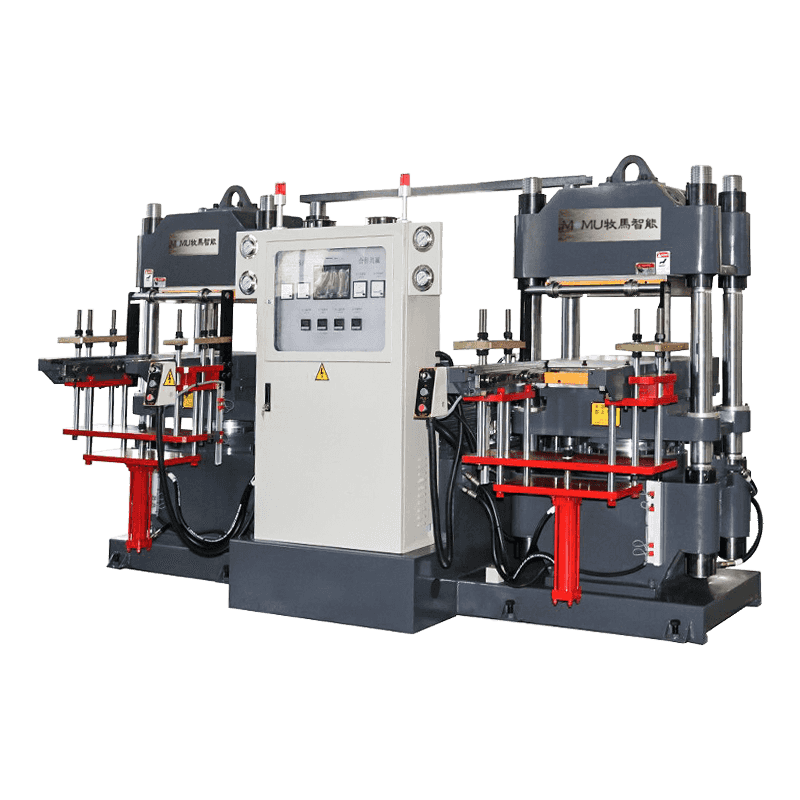
- Prensa hidráulica de cuatro columnas: Utiliza cuatro columnas guía verticales alrededor del área de la platina para un paralelismo preciso durante el cierre del molde. Preferido para moldes grandes o de precisión donde la desviación o desalineación de la platina causaría rebabas desiguales, desajustes en las líneas de separación o variaciones dimensionales en todo el molde.
Moldeo por compresión versus moldeo por transferencia y inyección para caucho
Los fabricantes de caucho a menudo se enfrentan a la decisión de si la compresión, la transferencia o el moldeo por inyección es el proceso adecuado para una pieza específica. Cada uno tiene claras ventajas y limitaciones que deben evaluarse en función del volumen de producción, la complejidad de las piezas, el tipo de material y el presupuesto de herramientas.
| factores | Compresión | Transferir | Inyección |
| Costo de herramientas | Bajo | Medio | Alto |
| Tiempo de ciclo | más largo | Medio | más corto |
| Desperdicio de materiales | Moderado (flash) | Moderado (maceta/bebedero) | Bajo |
| Complejidad de la pieza | Bajo to Medium | Medio | Alto |
| Insertar moldura | Excelente | bueno | Limitado |
| Idoneidad del volumen | Bajo to medium | Medio | Alto volume |
| Habilidad del operador requerida | moderado | moderado | Altoer |
El moldeo por compresión gana constantemente en costos de herramientas y flexibilidad del moldeo por inserción, razón por la cual sigue siendo el proceso dominante para el desarrollo de prototipos, tiradas de producción cortas y piezas que requieren unión de metal o tela. Para aplicaciones de muy alto volumen donde el costo de mano de obra por pieza se convierte en el factor económico dominante, el ciclo automatizado del moldeo por inyección y el mínimo requisito de corte rápido generalmente justifican su mayor inversión en equipos y herramientas.
Qué evaluar al seleccionar una máquina de moldeo por compresión de caucho
Seleccionar la máquina adecuada requiere una cuidadosa alineación entre las especificaciones de su producto, los volúmenes de producción, los compuestos de caucho y el entorno operativo. La compra de equipos no especificados crea cuellos de botella; la sobreespecificación desperdicia capital. Los siguientes criterios deberían guiar cualquier evaluación seria:
- Fuerza de sujeción: Calcule el tonelaje requerido basándose en la presión de cavidad proyectada (normalmente de 7 a 12 MPa para la mayoría de los compuestos de caucho) multiplicada por el área total proyectada de todas las cavidades más el área de rebaba en el molde. Incluya siempre un margen de seguridad de al menos el 20 % para adaptarse a la variación entre compuestos y diseños de moldes.
- Tamaño de platina: La platina debe ser lo suficientemente grande para acomodar su molde más grande con espacio libre en todos los lados para sujeción y uniformidad térmica. Los tamaños de platina estándar varían desde 200 × 200 mm para prensas de laboratorio pequeñas hasta 1200 × 1200 mm o más para máquinas de producción industrial.
- Uniformidad de temperatura: Solicite la especificación de uniformidad de temperatura de la platina del fabricante y verifíquela de forma independiente si es posible. Para piezas de precisión de silicona o caucho de grado médico, es esencial una uniformidad de ±2°C o mejor en toda la superficie de la platina.
- Apertura de día: La distancia máxima entre placas abiertas debe adaptarse a la altura de su molde más el espacio libre para retirar y cargar piezas. La luz natural insuficiente obliga a los operadores a adoptar posiciones incómodas que ralentizan los tiempos de ciclo y aumentan el riesgo ergonómico.
- Sofisticación del sistema de control: Evalúe si las capacidades de almacenamiento de recetas de PLC, registro de datos y monitoreo remoto se alinean con sus requisitos de trazabilidad y gestión de calidad. Industrias como la automovilística (IATF 16949) y la médica (ISO 13485) tienen expectativas de documentación de procesos específicas que las máquinas más simples no pueden soportar.
- Soporte postventa y disponibilidad de repuestos: Los sellos hidráulicos, los elementos calefactores y los componentes de control se desgastan con el tiempo. Confirme que el fabricante o un distribuidor local mantenga un inventario de repuestos y pueda brindar soporte técnico dentro de tiempos de respuesta aceptables para su entorno de producción.
Prácticas de mantenimiento que prolongan la vida útil de la máquina y protegen la calidad de las piezas
Una máquina de moldeo por compresión de caucho que opera en condiciones de producción está sujeta a ciclos térmicos continuos, tensión de presión hidráulica y contaminación del compuesto de caucho. Una rutina de mantenimiento disciplinada no es opcional: es la diferencia entre una máquina que ofrece un rendimiento constante durante 20 años y una que genera defectos y tiempo de inactividad en cinco años.
- Diariamente: Limpie las superficies de la platina y las caras de separación del molde para eliminar rebabas y residuos de compuestos utilizando un agente desmoldante adecuado y herramientas no abrasivas. Inspeccione el nivel de fluido hidráulico y verifique si hay fugas visibles alrededor de los sellos y accesorios del cilindro. Verifique las lecturas de temperatura de la platina con un termopar calibrado.
- Semanalmente: Verifique la condición del fluido hidráulico y el estado del filtro. Inspeccione las columnas guía y el paralelismo de la platina. Verifique que todos los interbloqueos de seguridad, incluidas las paradas de emergencia, las cortinas de luz y las válvulas de alivio de presión, funcionen correctamente.
- Mensual: Calibre controladores de temperatura y termopares con una referencia trazable. Inspeccione la resistencia del elemento calefactor para identificar los elementos que se acercan al final de su vida útil antes de que fallen en la producción. Revise los sellos del cilindro hidráulico para detectar signos de llanto.
- Anualmente: Cambio completo de fluido hidráulico y sustitución de filtros. Medición de la planitud de la platina y corrección si es necesario. Inspección completa del sistema eléctrico, incluida la estanqueidad de los terminales, la resistencia del aislamiento y el reemplazo de la batería del PLC.
Una máquina de moldeo por compresión de caucho es una inversión de capital a largo plazo cuyo rendimiento depende tanto de la disciplina del proceso como de la calidad de la máquina. Hacer coincidir las especificaciones correctas de la máquina con su gama de productos, establecer parámetros de proceso precisos para cada compuesto y mantener el equipo según los estándares del fabricante son los tres pilares del moldeo por compresión de caucho productivo y rentable. Para los fabricantes que logran esta combinación correcta, el moldeo por compresión sigue siendo uno de los procesos de conformado de caucho más confiables y económicamente eficientes disponibles.