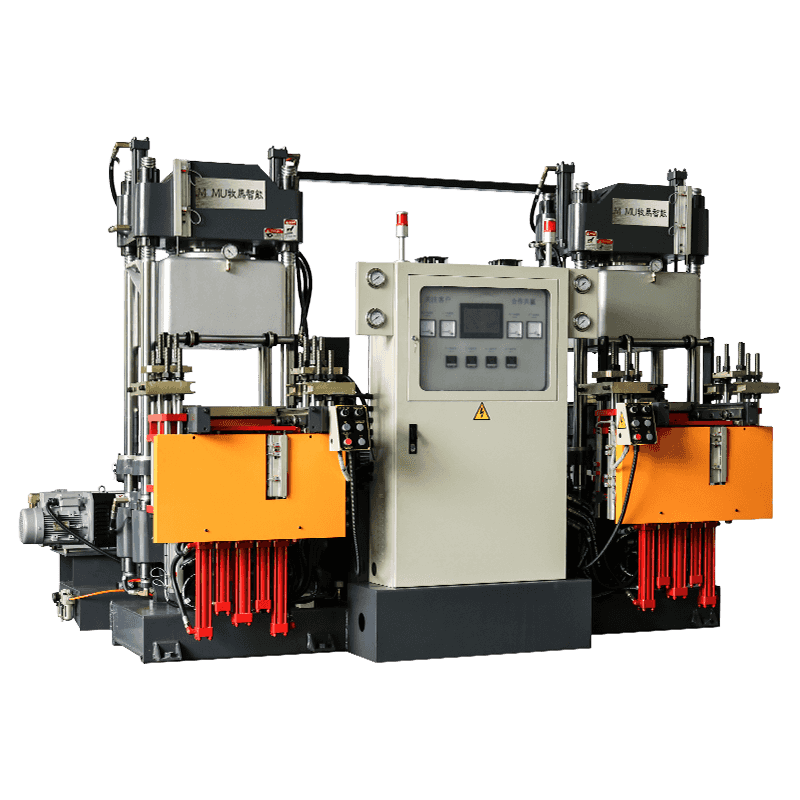
¿Qué es una máquina de moldeo por inyección LSR?
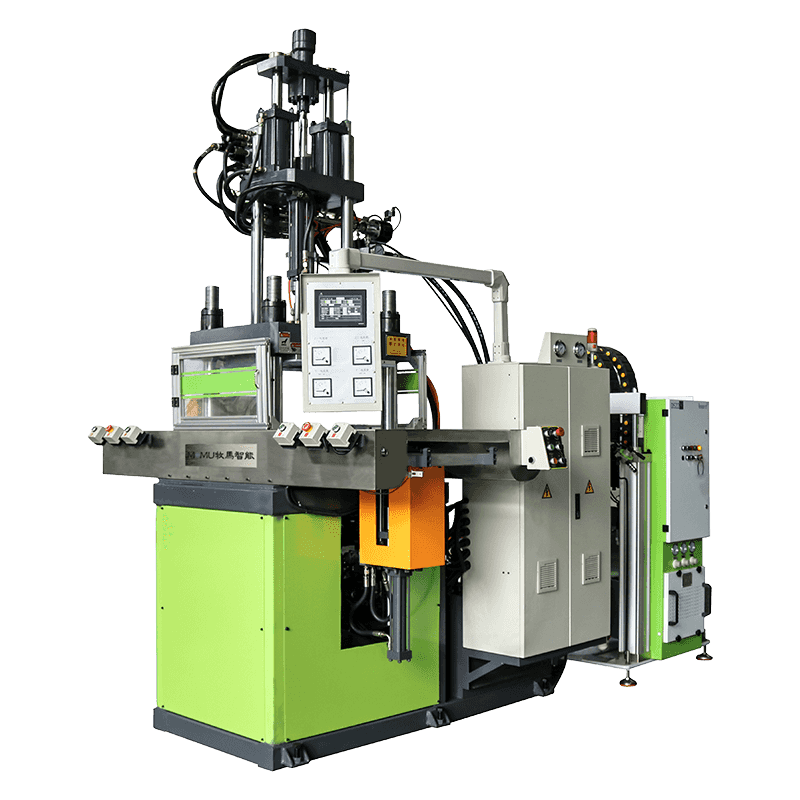
un Máquina de moldeo por inyección LSR es un sistema de producción especializado diseñado para procesar caucho de silicona líquida (LSR) en piezas moldeadas con precisión mediante un ciclo de inyección cerrado y automatizado. A diferencia del moldeo por inyección termoplástica, que funde gránulos sólidos y los inyecta en un molde enfriado, el moldeo LSR funciona a la inversa: la silicona líquida de dos componentes se mantiene fría durante la inyección y luego se cura dentro de un molde calentado mediante una reacción de vulcanización catalizada por platino. Esta diferencia fundamental en el comportamiento del material impulsa casi todas las decisiones de diseño en maquinaria específica de LSR, desde el cilindro con temperatura controlada y el sistema de medición hasta la unidad de sujeción y la construcción del molde.
Las máquinas LSR se utilizan en una amplia gama de industrias donde se requiere la combinación de flexibilidad, estabilidad térmica, biocompatibilidad y resistencia química de la silicona. Entre las aplicaciones más comunes se encuentran dispositivos médicos, productos infantiles, sellos para automóviles, componentes de electrónica de consumo y membranas industriales. Comprender los principios de funcionamiento, los subsistemas clave y los criterios de selección de la máquina es esencial para que los ingenieros y profesionales de adquisiciones evalúen la capacidad de producción de LSR.
Cómo funciona el moldeo por inyección LSR: el proceso central
LSR se suministra como un sistema de dos partes: el componente A contiene el polímero base y el catalizador de platino, mientras que el componente B contiene el reticulante y el inhibidor. Los dos componentes se almacenan en tambores separados y se alimentan a través de una unidad de dosificación y mezcla (generalmente un mezclador estático) que los combina en una proporción precisa de 1:1 por volumen. Mantener la precisión de la relación exacta es fundamental porque cualquier desviación altera la química de curado y produce piezas con dureza inconsistente, curado incompleto o pegajosidad de la superficie.
Después de mezclar, el LSR combinado se inyecta en un molde calentado, generalmente mantenido entre 160 °C y 220 °C, donde el catalizador de platino impulsa una rápida reticulación. Los tiempos de curado dependen de la geometría de la pieza, el espesor de la pared y la temperatura del molde, pero la mayoría de los ciclos de producción varían desde unos pocos segundos para piezas de paredes delgadas hasta varios minutos para componentes más gruesos. Debido a que la silicona curada se contrae ligeramente a medida que se reticula, el diseño del molde debe tener en cuenta este cambio dimensional para mantener tolerancias estrictas en la pieza terminada.
La propia unidad de inyección debe enfriarse (normalmente con agua a una temperatura de entre 10 y 15 °C) para evitar un curado prematuro en el cañón antes de que la granada llegue al molde. Este sistema de canal frío, a menudo extendido a la geometría del bebedero y del canal dentro del molde, minimiza el desperdicio de material al mantener el LSR en su estado líquido sin curar hasta la compuerta, permitiendo luego que el diferencial de calor entre el canal frío y la cavidad del molde caliente active el curado precisamente donde sea necesario.
Subsistemas clave de una máquina de moldeo por inyección LSR
Unidad de dosificación y dosificación
La unidad de medición es el subsistema más crítico exclusivo del procesamiento LSR. Extrae los dos componentes LSR de tambores presurizados utilizando bombas de pistón accionadas neumáticamente o servoaccionadas, mantiene una relación volumétrica precisa durante todo el disparo y entrega el material mezclado a la unidad de inyección sin introducir aire. Los sistemas de medición de alta gama logran una precisión de relación de ±0,5 % en todas las series de producción e incluyen sensores de monitoreo continuo que activan alarmas si la relación se desvía más allá de una tolerancia establecida. El mezclador estático, un elemento helicoidal pasivo a través del cual se alimentan ambos componentes, logra una mezcla homogénea sin partes móviles, lo que reduce los requisitos de mantenimiento en comparación con las alternativas de mezcla dinámica.

Unidad de inyección
La unidad de inyección para LSR se diferencia de las unidades termoplásticas en varios aspectos importantes. La geometría del tornillo utiliza una profundidad de vuelo poco profunda y una relación de compresión baja para evitar generar calor por fricción que curaría prematuramente el material en el cilindro. Todo el cañón está revestido con un circuito de refrigeración por agua. La velocidad y la presión de inyección están servocontroladas para garantizar características de llenado consistentes en cada disparo, y la unidad de inyección generalmente opera a presiones significativamente más bajas que los sistemas termoplásticos (generalmente entre 500 y 1500 bar) porque la baja viscosidad del LSR requiere menos fuerza para llenar la cavidad del molde.
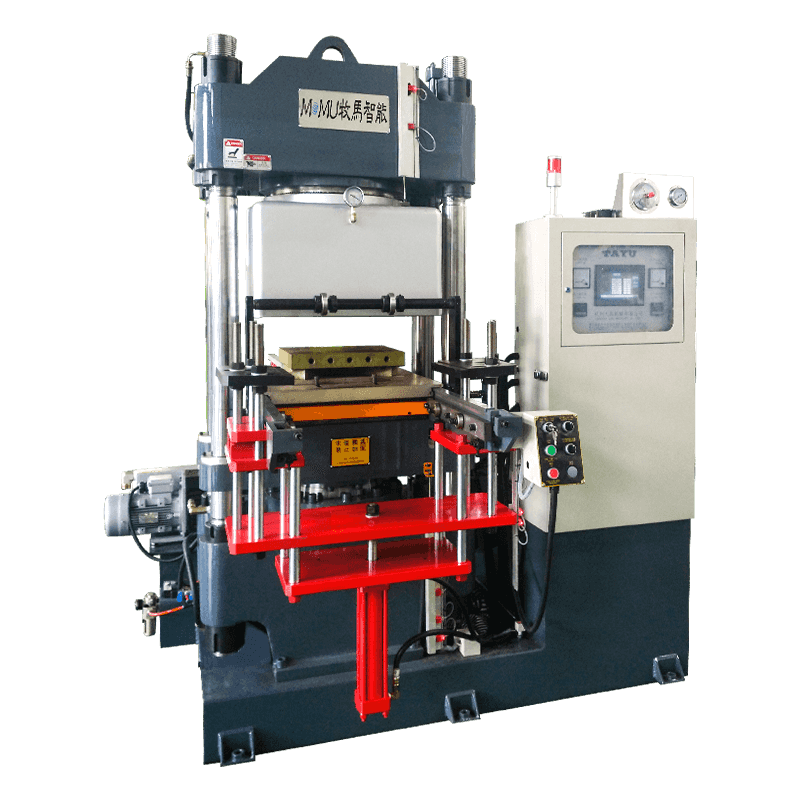
Unidad de sujeción
Los moldes LSR requieren una fuerza de sujeción muy alta por unidad de área de pieza proyectada en comparación con los termoplásticos, porque la baja viscosidad del LSR significa que atravesará incluso espacios mínimos en las líneas de separación si la fuerza de sujeción es insuficiente. Se utilizan sistemas de sujeción hidráulicos y de palanca, y las máquinas totalmente eléctricas se prefieren cada vez más en entornos de salas blancas por su limpieza, repetibilidad y eficiencia energética. Los requisitos de fuerza de sujeción se calculan en función de la presión de la cavidad multiplicada por el área proyectada de la pieza más el sistema de guías.
Comparación de máquinas LSR: hidráulica versus totalmente eléctrica
| Característica | Máquina hidráulica LSR | Máquina LSR totalmente eléctrica |
| Repetibilidad | bueno | Excelente |
| Idoneidad para salas blancas | Limitado (riesgo de contaminación por aceite) | Alto (sin fluido hidráulico) |
| Consumo de energía | superior | 30-60% menos |
| Costo de capital | inferior | superior |
| Nivel de ruido | superior | inferior |
| Mantenimiento | Más frecuente (sellos hidráulicos) | menos frecuente |
| Mejor ajuste de aplicación | Piezas industriales de alta fuerza | Piezas médicas, de calidad alimentaria y de precisión. |
Industrias y aplicaciones que impulsan la demanda de máquinas LSR
El crecimiento del moldeo por inyección LSR como método de producción está directamente relacionado con el conjunto en expansión de industrias que dependen de las propiedades del material de la silicona en entornos de uso final exigentes. Cada industria tiene requisitos específicos que determinan cómo se deben configurar y validar las máquinas LSR.
- Dispositivos médicos: La biocompatibilidad del LSR según las normas ISO 10993 y su capacidad de esterilizarse mediante autoclave, EtO y radiación gamma lo convierten en el material elegido para catéteres, mascarillas respiratorias, sellos para dispositivos implantables y agarres de instrumentos quirúrgicos. Las máquinas utilizadas para la producción de LSR médico suelen ser totalmente eléctricas, compatibles con salas blancas y están equipadas con documentación de proceso completa para el cumplimiento normativo.
- Productos para bebés y bebés: Los chupetes, tetinas de biberones y productos para la dentición requieren silicona apta para el contacto con alimentos, libre de plastificantes y BPA. Los grados de LSR certificados según las normas de contacto con alimentos FDA 21 CFR y EU 10/2011 son estándar y los entornos de producción deben cumplir estrictos controles de higiene.
- Automotriz: El LSR se utiliza para sellos de ojales, casquillos de bujías, sellos de sensores y componentes debajo del capó que deben soportar temperaturas sostenidas de -50 °C a 200 °C. La producción automotriz de gran volumen suele utilizar máquinas hidráulicas con moldes de canal frío de múltiples cavidades para lograr rentabilidad.
- Electrónica de consumo: Las juntas impermeables, las membranas de los botones, las puntas de los auriculares y los sellos de los dispositivos portátiles representan un segmento de rápido crecimiento. Son comunes las piezas de pared delgada y alta precisión con tolerancias dimensionales estrictas, lo que favorece a las máquinas totalmente eléctricas con control de alta velocidad de inyección.
- Sellado industrial: Los diafragmas de bombas, los sellos de válvulas y las juntas resistentes a productos químicos aprovechan la resistencia de la silicona al ozono, la radiación ultravioleta y un amplio espectro de productos químicos. Suelen ser piezas de sección más gruesa producidas en máquinas hidráulicas con menor cavitación.
Factores críticos al seleccionar una máquina de moldeo por inyección LSR
Seleccionar una máquina LSR requiere evaluar las especificaciones técnicas en el contexto de sus piezas específicas, volúmenes de producción y entorno regulatorio. Varios factores determinan consistentemente si la inversión en una máquina genera el rendimiento esperado.
El tamaño del disparo y la fuerza de sujeción deben coincidir con la pieza proyectada y el área del corredor en lugar de estimarse de manera vaga. La baja viscosidad del LSR significa que incluso una modesta disminución de la fuerza de sujeción da como resultado una rebaba: una fina película de silicona curada en la línea de separación que requiere un recorte manual y aumenta las tasas de desechos. Calcule la fuerza de sujeción requerida con un mínimo de 0,3 a 0,5 toneladas por centímetro cuadrado de área de cavidad proyectada y dimensione la máquina con un margen superior a esa cifra para adaptarse a futuras adiciones de molde o cambios de diseño.
La precisión del control de temperatura en todo el molde es tan importante como el rendimiento de sujeción e inyección de la máquina. Las temperaturas desiguales del molde producen piezas con curado inconsistente, variación dimensional y defectos superficiales. Evalúe si el controlador de temperatura del molde de la máquina admite el mapeo de temperatura basado en zonas y si el diseño del molde proporciona una cobertura adecuada del canal de calentamiento. En aplicaciones médicas de precisión, la variación de la temperatura del molde de más de ±2 °C en la superficie de la cavidad suele ser inaceptable.
Las capacidades de monitoreo de procesos y registro de datos se han vuelto no negociables para las industrias reguladas. Las máquinas LSR modernas integran sensores de presión de cavidad, perfiles de presión y velocidad de inyección, registro de temperatura del molde y verificación de la relación de dosificación en un sistema de monitoreo de procesos unificado. Estos datos son necesarios para la validación de procesos según FDA 21 CFR Parte 820 e ISO 13485 para dispositivos médicos, y los clientes automotrices de nivel 1 los exigen cada vez más como parte de los paquetes de documentación de PPAP.
Defectos comunes del proceso y cómo prevenirlos
Incluso las máquinas bien especificadas producen defectos cuando los parámetros del proceso varían o las condiciones del molde no se mantienen adecuadamente. Reconocer las causas fundamentales de los defectos comunes de LSR es esencial para los ingenieros de procesos responsables de la calidad de la producción.
- Destello: Causado por una fuerza de sujeción insuficiente, superficies desgastadas de la línea de separación o presión de inyección excesiva. Abordarlo verificando los cálculos de la fuerza de sujeción, inspeccionando el estado del molde y reduciendo la velocidad de inyección durante la fase de llenado.
- Relleno incompleto / plano corto: Resulta de una presión de inyección insuficiente, compuertas bloqueadas o LSR que se ha curado parcialmente en el canal antes de llegar a la cavidad. Verifique el diámetro de la compuerta, verifique que la temperatura del cilindro esté dentro del rango objetivo del canal frío e inspeccione la inhibición del curado debido a la contaminación.
- Pegajosidad superficial: Indica un curado insuficiente, causado con mayor frecuencia por una relación A:B incorrecta, una temperatura del molde demasiado baja o un tiempo de curado insuficiente. Verifique la relación de dosificación con una prueba de dosificación controlada, verifique la uniformidad de la temperatura del molde y extienda el tiempo de curado si las tolerancias dimensionales lo permiten.
- Atrapamiento de aire/huecos: El aire introducido durante la mezcla o inyectado con el material produce burbujas en la pieza curada. Asegúrese de que el sistema de medición esté correctamente purgado antes de la producción y verifique que la velocidad de inyección no sea tan rápida como para que entre aire en el área de la compuerta delante del frente de flujo de LSR.
- Variación dimensional entre tomas: Generalmente relacionado con inconsistencia en la dosificación, fluctuación de la temperatura del barril o tiempo de curado variable debido a la variación de la temperatura del molde. Revisar los registros de monitoreo de procesos para identificar qué variable se correlaciona con el cambio dimensional y recalibrar el subsistema relevante.